
One of the key components to the success of any coatings maintenance project is the degree of surface preparation both specified and performed. For the purposes of this discussion we are going to assume that due diligence has been done and that power tool cleaning is a viable option for maintenance painting work. Now the question becomes, “which of the three SSPC power tool cleaning standards is best suited for a specific project?”
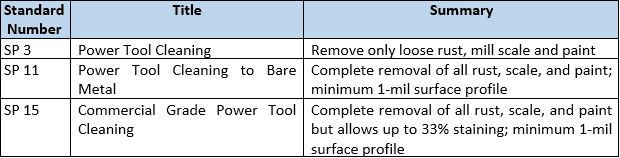
SSPC: The Society for Protective Coatings established three power tool cleaning standards (SSPC- SP 3, SP 15, and SP 11; see titles in the table below). While each of the three standards invokes the use of power tools, the degree of coating removal and surface roughness requirements vary. To start, let’s look at what each the three have in common. First, all three standards address the preparation of steel substrates using power tools. The same types of power tools may be used to prepare surfaces for all three standards and may be electric or pneumatic powered. Some of the common types of power tools include grinders, cup wire brushes, wire wheels, pneumatic chipping hammers, rotating flaps, scalers, and needle guns.
The primary difference between the three SSPC standards is the degree of cleanliness and roughness required. To better understand the differences a quick summary of each is provided below:
Factors to consider when selecting the level of power tool cleaning:
- Coating manufacturer product requirements – Different coating systems have different surface preparation requirements. If a specific coating system or systems are included in the specification, the degree of surface preparation performed must be consistent with the coating requirements and the specified surface preparation.
- Life expectancy of coating system – The life expectancy of a coating system will influence the level of power tool cleaning selected. For example, spot repairs that are expected to provide 5 years of corrosion protection as a stopgap until more significant maintenance painting work can be performed may require a lesser degree of surface preparation (SSPC-SP 3) than a coating system that is expected to last 15 years.
- Access – Areas that are difficult to access, like small internal spaces, back-to-back angles, etc. make it more difficult to achieve higher levels of surface preparation. Specifying SSPC-SP 11 in these locations may not be feasible. The configuration of the work surface may dictate the degree of power tool cleaning possible.
- Surface profile requirements – SSPC-SP 3 does not invoke a surface profile requirement, while both SSPC-SP 11 and SP 15 require that the prepared surface have a minimum 1 mil profile as measured in accordance with Method B (depth micrometer) of ASTM D4417, Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel and SSPC-PA 17, Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements. The minimum surface profile requirement in SSPC-SP 11 and SP15 should also be cross-referenced with the coating manufacturer’s requirements to verify compatibility.
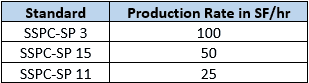
- Schedule – Production rates to achieve the required degree of surface cleanliness vary between the three standards. If a project has a tight schedule, like a plant shutdown or outage, there may not be enough time to achieve a SSPC-SP 15 or SP 11, so removal of loosely adhering materials (SSPC-SP 3) may be all that is feasible. Generic production rates for the 3 levels of surface cleanliness are shown in the table below. Note that several factors can affect production rates; the rates shown are simply for relative comparisons.
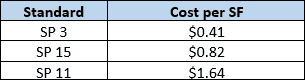
- Costs – The associated labor costs for surface preparation will vary inversely proportionally to the production rates listed above. An increase in the degree of surface cleanliness specified results in an increase in a project cost.
Power tool cleaning will not remove grease and oil contamination from the surface. Grease and oil must be removed in accordance with SSPC-SP 1, “Solvent Cleaning” prior to any of the three power tool cleaning standards. It is an indirect or automatic requirement of each of the three standards.
Similarly, power tool cleaning will not remove soluble salt contamination. Additional cleaning will need to be performed if soluble salt contamination is present and required to be mitigated. The specifications should state acceptable maximum levels of salt contamination and require testing after surface preparation has been performed and prior to painting. In many instances, chloride contamination can be reduced to acceptable levels by pressure water cleaning. Chloride removal agents can also be added to the pressure washing water.
For visual comparisons of the differences between the three levels of surface cleanliness (and the impact of the initial surface condition on the appearance of the surfaces after power tool cleaning) see SSPC-VIS 3, “Guide and Reference Photographs for Steel Surfaces Prepared by Power and Hand Tool Cleaning.” For additional reference information on surface preparation, see SSPC-SP COM “Surface Preparation Commentary for Steel Substrates.”

It’s surprising to know that surface preparation using power tool cleaning has different levels and considerations, one of which depends on the coating systems of the area to be cleaned. My father wants one of the walls in his house to undergo surface preparation. I’ll definitely mention this information to him so that he can specify the level that they will apply to the area and avoid getting scratches on his walls.
Hi what is the standard that involve the type of equipment usted yo measure anchor profile in ssp3
Method B in ASTM D 4417 (depth micrometer) can be used on power tool cleaned steel. SP11 might now allow replica tape, but we would recommend the SPG probe.
What is the appropriate specification for power tool cleaning non-ferrous (aluminum) substrates?
It is not uncommon to see carbon steel standards referenced for aluminum (SP 11/15). There is not a standard that specifically addresses power tool cleaning and aluminum. While some portions would not be applicable (mill scale for example), other parts are still relevant. Also SP 17 is for abrasive blasting non-ferrous metals and can have some applicable language even though it is for blasting. So while you can reference those standards, you would also like to see the actual specification you are working from describe the requirements for coating removal to bare metal including any corrosion products.
thank you for the information
You are welcome!