
When applying coating materials to complex industrial structures, there are several factors that should be considered, including the selection of a spray application method and proper spray technique that will help achieve continuous coverage at the correct thickness. This article describes several techniques that can be used to optimize film build when applying coating materials by spray to industrial structures in the shop or field.
Distance: The distance that the spray gun is held from the surface can impact film build, continuity, and the overall appearance of the finish. The proper distance is based on the type of equipment, the coating material spray characteristics as well as the prevailing environmental conditions.
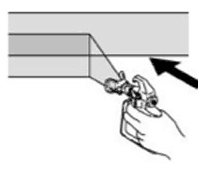
 The two most common methods of spray application for industrial coatings include conventional (air) spray and airless spray. Conventional spray is generally selected when the applicator desires greater control over the amount of paint exiting the spray gun as well as the fan width. The use of conventional spray is desirable for coating of complex configurations. The recommended distance (spray gun tip-to-workpiece) is 6 to 8 inches. Conventional spray uses atomization air (typically 50-75 psi) to break-up or “atomize” the stream of paint as it exits the spray gun. This is accomplished through an air cap. If the gun is held too far from the surface, the atomization air will drive off the solvents as the particles traverse through the air, inhibiting their ability to knit and flow the coating once the paint particles reach the surface resulting in dry spray. Obviously, the type of coating and prevailing environmental conditions (e.g., air temperature, wind, etc.) as well as the temperature of the surface influence atomization and flow-out. Conversely if the gun is positioned too close to the surface, the atomization air will blow into the wet coating causing an orange peel appearance. Due to the number of factors that impact spray gun distance it is recommended to adjust the pot and atomization pressures and optimize the distance prior to large scale application of the coating.
The two most common methods of spray application for industrial coatings include conventional (air) spray and airless spray. Conventional spray is generally selected when the applicator desires greater control over the amount of paint exiting the spray gun as well as the fan width. The use of conventional spray is desirable for coating of complex configurations. The recommended distance (spray gun tip-to-workpiece) is 6 to 8 inches. Conventional spray uses atomization air (typically 50-75 psi) to break-up or “atomize” the stream of paint as it exits the spray gun. This is accomplished through an air cap. If the gun is held too far from the surface, the atomization air will drive off the solvents as the particles traverse through the air, inhibiting their ability to knit and flow the coating once the paint particles reach the surface resulting in dry spray. Obviously, the type of coating and prevailing environmental conditions (e.g., air temperature, wind, etc.) as well as the temperature of the surface influence atomization and flow-out. Conversely if the gun is positioned too close to the surface, the atomization air will blow into the wet coating causing an orange peel appearance. Due to the number of factors that impact spray gun distance it is recommended to adjust the pot and atomization pressures and optimize the distance prior to large scale application of the coating.
For airless spray, the operator has much less control, and the coating is atomized differently. In this case, the paint is forced through a small orifice in the spray tip (e.g., 0.023”) under high pressure (e.g., 2400 psi), which is then reduced back to atmospheric pressure as the paint exits the spray tip. This pressure differential (high-to-low) causes the coating to atomize. Since there is no atomization air to “dry” the paint particles as they leave the spray tip, and the pressures are significantly higher, the spray distance is also greater. For airless spray the recommended spray distance is 12-18”. If the gun is held too close, excessive film build is likely to occur, resulting in runs and sags. Like conventional spray, the type of coating, prevailing conditions and other factors will influence spray distance. Therefore, it is recommended to optimize the pump pressure, tip size and spray distance prior to large scale application of the coating.
 Gun Position: Another factor to consider when applying coatings by spray is the relative position of the spray gun to the surface that is being coated. The spray gun should always be kept level and perpendicular to the surface being coated. Deviating from proper gun position can cause “arching” of the spray pattern, which can result in uneven film build characteristics. Arching occurs when an applicator turns their wrist only, instead of moving their entire arm/shoulder and keeping the wrist stiff. When arching occurs, the amount of coating in the middle of the spray pass is higher than the ends of the spray pass. The proper technique (independent of conventional or airless spray) is to stiffen the wrist, move the arm/shoulder, keep the gun perpendicular and level and don’t exceed 3 feet when using horizontal or vertical spray passes.
Gun Position: Another factor to consider when applying coatings by spray is the relative position of the spray gun to the surface that is being coated. The spray gun should always be kept level and perpendicular to the surface being coated. Deviating from proper gun position can cause “arching” of the spray pattern, which can result in uneven film build characteristics. Arching occurs when an applicator turns their wrist only, instead of moving their entire arm/shoulder and keeping the wrist stiff. When arching occurs, the amount of coating in the middle of the spray pass is higher than the ends of the spray pass. The proper technique (independent of conventional or airless spray) is to stiffen the wrist, move the arm/shoulder, keep the gun perpendicular and level and don’t exceed 3 feet when using horizontal or vertical spray passes.
 Overlapping Spray Passes: A very fundamental technique that must be employed when spraying any type of coating is overlapping of the spray pattern. Because of the way coatings are atomized through a relatively small orifice, there is inherent variability in the amount of paint in the middle of the fan pattern relative to the ends of the fan pattern (even at the proper distance using correct technique). Overlapping of the fan spray pattern compensates for this relative “unevenness” across the fan width. An initial pass is made (e.g., left to right, not to exceed 3 feet), then a second pass is made (e.g., right to left, not to exceed 3 feet), overlapping the previous pass by approximately 50%. This technique should be employed for each spray pass over the entire surface being coated. When feasible, to ensure an even film build, a crosshatching technique can be employed, which is a series of vertical spray passes after the initial series of horizontal spray passes, all while employing the 50% overlap technique for each series of passes.
Overlapping Spray Passes: A very fundamental technique that must be employed when spraying any type of coating is overlapping of the spray pattern. Because of the way coatings are atomized through a relatively small orifice, there is inherent variability in the amount of paint in the middle of the fan pattern relative to the ends of the fan pattern (even at the proper distance using correct technique). Overlapping of the fan spray pattern compensates for this relative “unevenness” across the fan width. An initial pass is made (e.g., left to right, not to exceed 3 feet), then a second pass is made (e.g., right to left, not to exceed 3 feet), overlapping the previous pass by approximately 50%. This technique should be employed for each spray pass over the entire surface being coated. When feasible, to ensure an even film build, a crosshatching technique can be employed, which is a series of vertical spray passes after the initial series of horizontal spray passes, all while employing the 50% overlap technique for each series of passes.
Triggering: Another technique that can help generate a consistent film build is triggering of the spray gun at the beginning and end of each spray pass. The operator should pull the trigger of the gun outside of the area being coated, traverse across the surface (not to exceed approximately 3-feet), and then release the trigger. The process is repeated as spray passes are applied. This process helps ensure a more consistent film build, preventing heavy areas at the beginning of the pass and light areas at the end of the spray pass. The engaging and disengaging of the trigger also keeps the fluid tip clear.
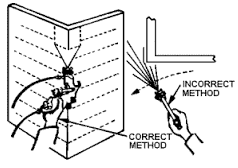 Edge/Corner Coverage: A final factor to consider is the application of the coating to corners and edges of a structure. Many coatings draw thin at the corner due to shrinkage during the drying/curing process. SSPC Paint Application Guide No. 11, Protecting Edges, Crevices, and Irregular Steel Surfaces by Stripe Coating describes a procedure for protection of edges using spray equipment. To help assure coverage, yet prevent excessive film build, the operator should apply the coating up to the edge, then aim the middle of the spray fan at the corner and apply a final pass, being careful not to push the coating from the corner with the atomization pressure.
Edge/Corner Coverage: A final factor to consider is the application of the coating to corners and edges of a structure. Many coatings draw thin at the corner due to shrinkage during the drying/curing process. SSPC Paint Application Guide No. 11, Protecting Edges, Crevices, and Irregular Steel Surfaces by Stripe Coating describes a procedure for protection of edges using spray equipment. To help assure coverage, yet prevent excessive film build, the operator should apply the coating up to the edge, then aim the middle of the spray fan at the corner and apply a final pass, being careful not to push the coating from the corner with the atomization pressure.
In summary, there are several techniques that can be employed to help ensure a quality application, including spray gun distance, gun positioning, overlapping of spray passes, triggering and proper application of the coating to edges/corners.
 While the theory of spray application can be learned in a classroom, the actual technique cannot. Hand-eye coordination and psychomotor skills must be developed through kinesthetic (hands-on) practice with the various types of equipment and coatings. The Iowa Waste Reduction Council (IWRC) has developed a laser paint system that can be used to develop/hone technique without using paint, and virtual applicator training is now available. But nothing can substitute for practice using the difference types of equipment and different coatings under varying conditions. Easier said than done.
While the theory of spray application can be learned in a classroom, the actual technique cannot. Hand-eye coordination and psychomotor skills must be developed through kinesthetic (hands-on) practice with the various types of equipment and coatings. The Iowa Waste Reduction Council (IWRC) has developed a laser paint system that can be used to develop/hone technique without using paint, and virtual applicator training is now available. But nothing can substitute for practice using the difference types of equipment and different coatings under varying conditions. Easier said than done.
For more information contact Carly McGee: cmcgee@kta.com
Very well spoken/written article. Good, clear and accurate information.
Especially adding the greatest most prevalent factor. That being real, on the job practice.
I did not catch, or you may have omitted using a real wet mil gauge while painting/spraying at multiple locations to check for oneself how they are in staying consistent with the thickness at different or multiple areas being coated. As this was how I was taught, only thing was they had assumed I knew how to use a wet mil gauge. I did not. So, somewhere in Ontario, Canada, there is a bridge with a LOT of sags due to an abundance of paint being applied exceeding any normal thickness. Truthfully, that bridge has probably been repainted a couple times since the late eighties.
FYI to all you Journeymen and teachers, it is better to explain in detail all that is involved with any application than to assume anyone knows or understands all things, sometimes we are too shy, or too proud to ask questions.