Introduction
Surface preparation prior to coating installation is generally composed of two goals: achieving the minimum specified surface cleanliness, and achieving the specified range of surface profile (surface roughness). While these goals may be achieved in a single operation (e.g., by abrasive blast cleaning) or two separate operations (e.g., by water jetting or chemical stripping, followed by mechanical roughening), cleanliness and roughness involve two different acceptance criteria, and it is possible to achieve one without achieving the other. That is, attaining a Near-White Metal abrasive blast cleanliness (SSPC-SP 10/NACE No. 2) does not automatically create a given surface profile (e.g., 2-3 mils), and vice versa. This article explores the benefits of establishing jobsite standards for both surface cleanliness and surface profile depth prior to beginning production operations.
Review of Inspection Methods for Surface Cleanliness and Surface Profile
Before delving into the subject of jobsite standards it is important to review common methods for inspecting surface cleanliness and surface profile. Surface cleanliness is a visual inspection and is somewhat subjective. SSPC describes the end result of varying degrees of cleaning in written industry standards. SSPC has also prepared visual guides to supplement the written definitions, like SSPC VIS 1 for surfaces prepared by abrasive blast cleaning and SSPC VIS 3 for surfaces prepared by power and hand tool cleaning. But the visual guides are limited. For example, the initial conditions depicted in the visual guides prior to cleaning are limited (only 7) and are not meant to represent every existing condition of painted and unpainted steel, yet the appearance of the existing condition has a tremendous impact on the final appearance once surface preparation is performed. In any case, the visual guides supplement the written definitions and are used to help determine whether the prepared surfaces conform to the requirements of the project specification.
Surface profile measurement is much less subjective, and may be quantified using a depth micrometer or replica tape (ASTM D4417, Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel, Methods B and C, respectively). The frequency and acceptability of measurements is defined in SSPC-PA 17, Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements. Conditions that effect surface profile depth include: the surface profile beneath an existing coating to be removed, when present; the hardness of the substrate; the size of the abrasive selected; the air pressure; nozzle-to-work piece distance and angle; and potentially other factors.
The Value of Preparing Jobsite Surface Cleanliness Standards
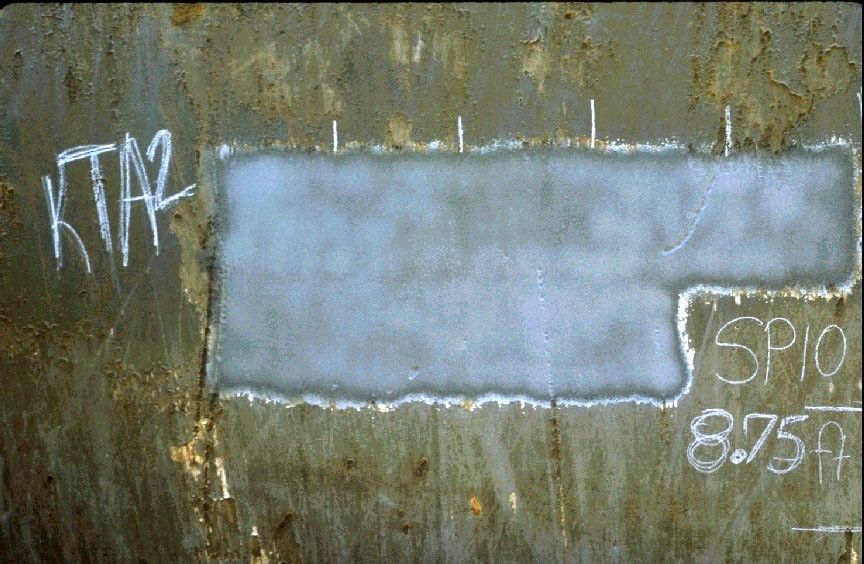 Acknowledging that the evaluation of surface cleanliness can be subjective and greatly influenced by the baseline condition (e.g., the presence of mill scale, rust, existing coatings of a variety of colors and degrees of deterioration), available lighting, the type of abrasive used and stains in the steel among other factors, taking a few hours to prepare a jobsite cleanliness standard in advance can prevent hours or days of disputes regarding cleanliness evaluations during production. Preparing a jobsite cleanliness standard in advance provides the opportunity for all parties to be on the same page when it comes to assessing surface cleanliness. The SSPC visual guides are used to help establish the jobsite standard (a few square feet of prepared steel for each existing condition on the structure), but afterwards the jobsite standard becomes the reference, since it is more representative of the conditions on the actual structure. Note that some coating specifications mandate the contractor to prepare a jobsite cleanliness standard, including the minimum size, and the method to preserve the prepared standard (typically a clear sealer or by taking digital photographs).
Acknowledging that the evaluation of surface cleanliness can be subjective and greatly influenced by the baseline condition (e.g., the presence of mill scale, rust, existing coatings of a variety of colors and degrees of deterioration), available lighting, the type of abrasive used and stains in the steel among other factors, taking a few hours to prepare a jobsite cleanliness standard in advance can prevent hours or days of disputes regarding cleanliness evaluations during production. Preparing a jobsite cleanliness standard in advance provides the opportunity for all parties to be on the same page when it comes to assessing surface cleanliness. The SSPC visual guides are used to help establish the jobsite standard (a few square feet of prepared steel for each existing condition on the structure), but afterwards the jobsite standard becomes the reference, since it is more representative of the conditions on the actual structure. Note that some coating specifications mandate the contractor to prepare a jobsite cleanliness standard, including the minimum size, and the method to preserve the prepared standard (typically a clear sealer or by taking digital photographs).
The Value of Verifying Surface Profile Depth prior to Production Operations
 Given that the depth of the surface profile is dependent on the combination of many variables (listed above) and that both insufficient and excessive surface profile can adversely impact coating performance, obtaining measurements of the surface profile on the jobsite cleanliness standard helps to assure that the correct abrasive size is selected before production work begins. Re-blasting an unacceptable surface profile (whether pre-existing or newly created) using a smaller or larger abrasive to achieve the specified surface profile depth can be complicated, and in some cases, it may not even be feasible. If the surface profile from the jobsite standard is too shallow or too deep, changes can be made (e.g., use a larger or smaller abrasive) prior to production work, or decisions made to change the specification to accept a different profile depth.
Given that the depth of the surface profile is dependent on the combination of many variables (listed above) and that both insufficient and excessive surface profile can adversely impact coating performance, obtaining measurements of the surface profile on the jobsite cleanliness standard helps to assure that the correct abrasive size is selected before production work begins. Re-blasting an unacceptable surface profile (whether pre-existing or newly created) using a smaller or larger abrasive to achieve the specified surface profile depth can be complicated, and in some cases, it may not even be feasible. If the surface profile from the jobsite standard is too shallow or too deep, changes can be made (e.g., use a larger or smaller abrasive) prior to production work, or decisions made to change the specification to accept a different profile depth.
Other Jobsite Visual Standards for Consideration
A test patch can also be installed to establish and agree upon the expected finish of the applied coatings. For example, the primer, mid-coat and topcoat can be applied to a few square feet of prepared surface in step-down fashion to illustrate the appearance of the individual layers and the entire coating system. This approach is particularly useful when aesthetics is considered critical for the project.

I’m really interested to attend KTA schooling for protective coating, please advise if you have any schedule.
Donald,
I’m going to have our Training Department reach out to you directly via email. They’ll be able to answer any questions you have.
Thanks for your inquiry,
Jason