
As a building owner, if you begin to suspect that the paint on your building has faded and become dull, your next concern may be whether there is a way to prove that has occurred. Additionally, you will want to know if you have any recourse with the manufacturer if those assumptions are correct.
Most coatings fade and become dull over time, especially when exposed to natural weathering and solar radiation from sunlight — ultraviolet (UV) A and B radiation — so it is likely that the assumption is correct.
As seen in Durability and Design, Fall 2017
Coating manufacturers and material warranties typically acknowledge that changes in appearance will occur, but they stipulate that the changes will not exceed certain thresholds. Instruments and test methods are available to establish the current conditions, so when determining if there is any recourse, the key is to compare the current state with the original in order to ascertain whether the changes exceed the provisions of the warranty.
 Portable colorimeter in use, showing L*a*b* values. PHOTOS COURTESY OF KTA-TATOR INC. UNLESS OTHERWISE SPECIFIED
Portable colorimeter in use, showing L*a*b* values. PHOTOS COURTESY OF KTA-TATOR INC. UNLESS OTHERWISE SPECIFIED
Appearance is affected by shifts in color or gloss, or the formation of chalk on the surface. If the changes are uniform, especially for lighter colors, they may not be noticed upon casual observation, even if the shift exceeds the warranty limitations. But when the changes occur sporadically across a surface, the eye is drawn to them, and the coating is deemed to be unattractive. So, in addition to looking at the overall color and gloss, the examination should include the areas of contrast.
INSTRUMENTS AND STANDARDS FOR DETECTING CHANGES IN COLOR AND GLOSS
Specific ASTM standards address the measurement of color and gloss using instrumentation and also how to evaluate the degree of chalking on a surface:
-
ASTM D2244 Standard Practice for Calculation of Color Tolerances and Color Differences from Instrumentally Measured Color Coordinates;
-
ASTM D523 Standard Test Method for Specular Gloss; and
-
ASTM D4214 Standard Test Methods for Evaluating the Degree of Chalking of Exterior Paint Films.
A brief description of the principles behind color and gloss measurements and chalk ratings will help to understand the meaning of the numbers that are generated.
Color
Color measurements can be determined on site with portable handheld colorimeters.
A good description of color measurements is found in an F-Files: Mechanisms of Failure article published in the December 2015 Journal of Protective Coatings and Linings, “What You See Isn’t Always What You Get: The Problem with Aesthetics.” In the article, authors Rick A. Huntley and Richard A. Burgess state:
The color of a coating can be quantified by using a colorimeter. The colorimeter measures the spectral energy of light reflected from the coating over the visible spectrum. The instrument then assigns the resultant measurement standard color coordinates on what is known as a color space. There are various color spaces, each having different coordinates for a color, but one of the most common is the L*a*b* color space. In that space, L* represents the darkness of the color on a scale of 0 to 100, with 0 representing the darkest black and 100 representing the brightest white. The a* and b* coordinates represent the color and have numbers from -100 to 100, with positive a* representing red shades, negative a* representing green shades, positive b* representing yellow shades and negative b* representing blue shades (Table 1).
To determine if there are differences in color, measurements at two different locations are compared, or measurements at the same location but at two different points in time are compared. Differences or changes are designated using the symbol Δ (delta). For example, if differences between light to dark or black to white were of interest, the investigator would look to the ΔL* between the measurements. Most often, though, the concern is the change in total color, termed ΔE (delta E). ΔE is the sum of the squares of ΔL*, Δa* and Δb*.

Color change that is perceptible to the human eye is generally accepted as 3ΔE or more for light colors, and 2ΔE or more for dark colors, provided the original color is available for comparison. When specifying a finish for locations where aesthetics are critical (such as for colors that establish a brand), the manufacturer’s warranty on color should be reviewed. It will serve as the basis for determining if the extent of the potential color change can be tolerated.
The best way to determine if a color shift has occurred is to measure the color at the time of installation to establish a baseline. Measurements should be taken at specific locations and the locations documented so that future measurements can be made in the same spots. Drawdowns of the color samples can also be obtained during the material selection process, or small test panels can be painted at the time of the initial application. The samples should be stored in a file out of sunlight and can be held to the surface in the future for both a visual assessment of change, as well as side-by-side instrument readings.

While these are the best ways to determine if a color change has occurred, it is likely that the question wasn’t anticipated at the time of initial application and readings or samples are not available. While a sample of a new coating could be obtained from the manufacturer and measured, it is possible to have slight batch-to-batch color variations. Likewise, it is possible that the formulation was modified in the intervening time, or that there were changes in raw material suppliers or in the pigments themselves. If so, there is no guarantee that the new material serving as the baseline is identical in color to the coating that was originally applied. The best that can be done at this point is to find locations that are sheltered from weathering or sunlight, or locations that have been protected from exposure by signs or other materials since the original installation. For awnings or panels, it may be possible to disassemble a seam and test the underlying, protected surface. The sample area must be smooth and flat in an area at least 2×2 inches in size.
A comparison of the baseline color data with the exposed surfaces will provide the overall ΔE data (or ΔL*, Δa* and Δb* if the individual values are of interest) for comparison with the warranty.
Gloss
Portable gloss meters are available as standalone instruments or in combination with the colorimeter.

A good description of gloss measurement is found in the same December 2015 F-Files article referenced earlier:
Gloss is an optical property that determines how well a surface reflects light in a mirror-like fashion. Light is reflected from a perfect mirror in an equal and opposite angle of the incoming light, and variations in sheen include flat, eggshell, satin, semi-gloss and gloss. Gloss is measured using a gloss meter which shines light on the surface at a predetermined angle of incidence (for example 20, 60 or 85 degrees) and then measures the amount of light that is reflected in the equal and opposite direction.
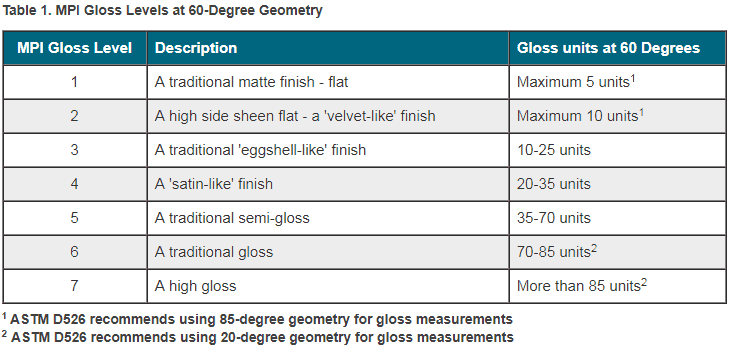
The 60-degree geometry is used for most coatings, except when the gloss is very low or very high. According to ASTM D523, if the 60-degree gloss is higher than 70 (a very glossy surface), it is best to use the 20-degree geometry. If the 60-degree gloss is lower than 10, it is best to use the 85-degree geometry.
While manufacturers describe gloss using terms such as flat, semi-gloss and gloss, the Master Painters Institute (MPI) instead uses levels to describe gloss because terms vary between manufacturers. The MPI gloss levels based on 60-degree geometry, and brief descriptions of each are shown in Table 1.
 Manufacturers’ warranties often address changes in gloss. The concerns addressed previously for accurately determining the initial color also apply to gloss. Once the methods for determining the initial color are established, baseline gloss can be measured on the same samples or locations. The current gloss conditions can be measured at the same locations as the current color readings.
Manufacturers’ warranties often address changes in gloss. The concerns addressed previously for accurately determining the initial color also apply to gloss. Once the methods for determining the initial color are established, baseline gloss can be measured on the same samples or locations. The current gloss conditions can be measured at the same locations as the current color readings.
Chalking
A good description of chalking is found in the same December 2015 F-Files article referenced earlier:
Exposure to ultraviolet light and moisture can also degrade the exposed resin on the surface of the coating, causing another type of aesthetic problem generally referred to as chalking … Particles of resin remain on the coated surface and scatter the light. The scattering of light gives the coating a lighter (more white) appearance. Fading of pigments and deterioration of the resin on the surface of the coating give the coating a similar lighter appearance. It is often possible to distinguish between the two phenomena by rubbing oil on the surface. Oil will have a refractive index somewhat similar to the coating resin and greatly lessen the scattering of the light. If the oil causes the coating to darken significantly, the fading was a result of chalking. If not, it was likely caused by pigment fading.
The degree of chalking can be determined using the test methods described in ASTM D4214. The most common method involves wrapping a clean black fabric such as wool felt around the index finger and making a stroke across the surface under medium pressure. The amount of chalk on the fabric is visually compared to a photographic reference standard that depicts ratings of 8 (little to no chalk), 6, 4 and 2 (heavy chalk).

Warranties may indicate that the coating will not chalk beyond an ASTM D4214 rating of 8, for example. In this case, an assessment of the initial condition is not needed. Tests of the current state will determine whether the warranty has been violated.
If the change in appearance is caused by pigment fading rather than chalking, the changes will be detected using the colorimeter described earlier.
CONCLUSIONS
Most common finish coats applied to commercial buildings, other than some fluoropolymers, can be expected to exhibit a change in color and gloss over time. The question is whether the change is acceptable or unacceptable.
Even if the change is visible to the human eye, it is possible — and even quite likely — that it does not violate the warranty provisions for color and gloss retention or chalking. When selecting finish coats for locations where aesthetics are critical, the warranty needs to be carefully examined to make certain that the stipulated changes are acceptable.
ABOUT THE AUTHOR
 Kenneth A. Trimber, president of KTA-Tator Inc. has more than 40 years of experience in the industrial painting field. A NACE-certified Coating Inspector and SSPC Protective Coatings Specialist, he holds a bachelor’s degree from Indiana University of Pennsylvania. A past president of SSPC, Trimber is chairman of the association’s Commercial Coatings Committee, Surface Preparation Committee, and Containment Task Group, as well as a member of the Standards Review Committee. He is a past chairman of ASTM D1 on Paints and Related Coatings, Materials, and Applications and author of The Industrial Lead Paint Removal Handbook.
Kenneth A. Trimber, president of KTA-Tator Inc. has more than 40 years of experience in the industrial painting field. A NACE-certified Coating Inspector and SSPC Protective Coatings Specialist, he holds a bachelor’s degree from Indiana University of Pennsylvania. A past president of SSPC, Trimber is chairman of the association’s Commercial Coatings Committee, Surface Preparation Committee, and Containment Task Group, as well as a member of the Standards Review Committee. He is a past chairman of ASTM D1 on Paints and Related Coatings, Materials, and Applications and author of The Industrial Lead Paint Removal Handbook.