
When recommending a coating or coating system for a specification, or when responsible for the application of a coating, the manufacturer’s Product Data Sheet (PDS) should always be consulted. The PDS typically contains information regarding appropriate uses and environments, performance characteristics, and application information including mixing, application methods and equipment and the recommended thickness range for the material. The information provided by the manufacturer should be followed as closely as possible to maximize performance of the coating material. In this article we will investigate the possible failure mechanisms that can occur if a coating is applied at insufficient or excessive coating thickness.
Coating materials are selected for application with a target application thickness in mind. The manufacturer’s recommended range and the thickness indicated in the project specification should be in agreement. If a discrepancy exists, the specifier and the coating manufacturer should be contacted for resolution. When applied at the appropriate thickness, the physical and protective properties of the coating material are optimized. Often a problem with coating performance occurs if not enough attention is given to the thickness at which the materials are being applied and the finished product has either insufficient or excessive coating thickness.
INSUFFICIENT COATING THICKNESS
Insufficient coating thickness can occur in a number of ways, but essentially either the coating thickness was not specified or communicated correctly, the application was performed deficiently or the volume solids content of the coating was not reported accurately. The quality of the coating application should not be judged on appearance of coverage; i.e., looks good enough. While coatings have a cosmetic advantage, the goal is often protection of the substrate from corrosion or other environmental factors. If a coating material is applied until it appears to cover completely without regard to the manufacturer’s specified thickness, the resultant dry film thickness could be lower than the target thickness for optimal coating performance in a specific environment. If an applicator tries to stretch the coverage area of the material with diluents the result will be a coating thickness that is below the acceptable threshold for performance.
When the specified range of coating thickness represents a thinner film of coating such as 1.0 – 1.5 mils, the importance of an application within that range is magnified. If the coating is applied at 0.5 mils, then film thickness is reduced by 32 – 50%. Particular attention must be paid when dealing with thin film application to ensure that the appropriate thickness is obtained. By comparison, if a range of 20 – 30 mils is specified and the actual film thickness is 19 mils, the 5% reduction in coating thickness will likely not present as significant of a problem with the performance of the coating material.
Several problems can occur when the coating film is applied at a range significantly below the recommended thickness range:
Visibility of Substrate
When proper coverage is not achieved, the substrate or underlying coating may be visible through the coating material. While this is not an ideal aesthetic condition, it may also leave underlying coating materials or substrates vulnerable to corrosion, degradation by exposure to solar radiation (sunlight) or other environmental effects. For example, if a urethane topcoat is applied over an epoxy coating and there are several scant areas present, the epoxy coating is more susceptible to chalking due to unintended exposure to ultraviolet light. The results include blotchy color and gloss, uneven erosion patterns and a shorter time until maintenance painting may be necessary.

Pinpoint Rusting
Pinpoint rusting can occur when the thin film has not provided enough barrier or cathodic protection to the underlying metal substrate. For example, any primer, including a zinc-rich primer applied to an abrasive blast cleaned steel surface with a surface profile having greater depth than the thickness of the coating will not adequately cover the tips of the anchor profile peaks (particularly rouge peaks) leaving tips of steel with little or no protection and likely sticking through the coating. Failure to agitate zinc rich paints during application can exacerbate the problem by not providing enough zinc material to effectively protect the steel from corrosion. Rusting will occur at the points with the least protection.

Cracking/Brittleness of Coating
When the coating film is applied below the target thickness range, the physical properties of the film itself may be jeopardized. For instance, a modified polyurethane lining that inherently has a high degree of cohesive strength at a thickness of 30 mils will be more brittle than intended based upon an applied thickness of 5 – 8 mils. The decreased flexibility of the coating corresponds to reduced cohesive strength of the film and can result in cracking or delamination.

Correcting deficient coating film thickness is not always as simple as adding more, or making the next coat thicker. Inorganic zinc coating generally has poor intercoat adhesion when applied in multiple coats. Corrosion inhibitive epoxy primers have drying and curing recoat intervals to consider and the loss of primer thickness is also a decrease in primer function- something the next, thicker coat may not make up for. Finish coats are likely to require scarification prior to application of an additional coat.
Clearly, owners do not want to deal with the consequences of low coating film performance. Contractors certainly do not want to deal with correcting low film thickness. Both good arguments for hitting the minimum film thickness required. The other side of this coin is failing to stay below the maximum coating thickness. This can have consequences as well.
EXCESSIVE COATING THICKNESS
As with insufficient thickness, a cause of excessive coating thickness is application related however the reason for the application error is variable. Often an applicator is not aware of the impact of excessive coating thickness on coating performance Protective coatings are designed to perform at a specific thickness range based upon the chemistry of the coating and the intended service. Therefore with protective coatings more is not equivalent to better. In fact, several additional issues or modes of failure are attributed to excessive coating thickness than those described for insufficient thickness. Several consequences of excessive coating thickness are discussed below.
Sagging/Running
If the coating material is applied in excess, the wet coating can run or sag on vertical surfaces. Coating materials with lower viscosities are particularly susceptible to sags and runs if applied excessively thick. When the coating film sags we are left with an uneven film surface. This creates not only excess film build in the sagging areas but may also lead to surfaces of insufficient thickness and the issues discussed above.

Cracking/Delamination
Some coatings, such as epoxies are susceptible to cracking and delamination when applied at a thickness above the manufacturer’s recommended range. The high epoxide functionality of these resins forms a highly cross-linked polymer network post-cure that displays high temperature and chemical resistance, but low flexibility. The additional internal stress associated with excessive coating thickness often results in cracking of the material which may subsequently result in delamination of the coating. Typically, delamination occurs at the weakest interface. When a coating is applied too thick, the cohesive strength of the material is often compromised. A cohesive break in the coating layer that is applied too thick is not uncommon with cross-linked coatings. Additionally, a smooth substrate in combination with a thicker than recommended coating may cause delamination from the substrate as the stresses introduced to the system are greater than the adhesive bond of the coating to the substrate.
Wrinkling
In cases of excessive coating thickness, the top surface of the coating may dry or cure prior to the bulk of the coating. In these cases, the top surface creates a skin of stationary dry material over the flexible, soft uncured material which can result in deformation of the surface upon movement of the underlying material. The ridges and valleys in the skin are seen as wrinkling. Alkyd coatings are particularly susceptible to wrinkling of the surface when applied excessively because they cure by atmospheric exposure to oxygen. The oxidation process will occur first at the surface and continue throughout the coating thickness but at a much slower rate. An issue arises with films applied excessively thick such that the bulk of the film remains soft and uncured with less exposure to the atmosphere.
Increased Dry Time
Dry time and curing time of coatings are often directly related to the application thickness. If the coating is applied too thick the delayed dry time can affect recoat schedule, solvent release and dirt and debris pick-up due to an unusually extended soft surface. This may result in a poor surface for over-coating or an unwanted appearance.
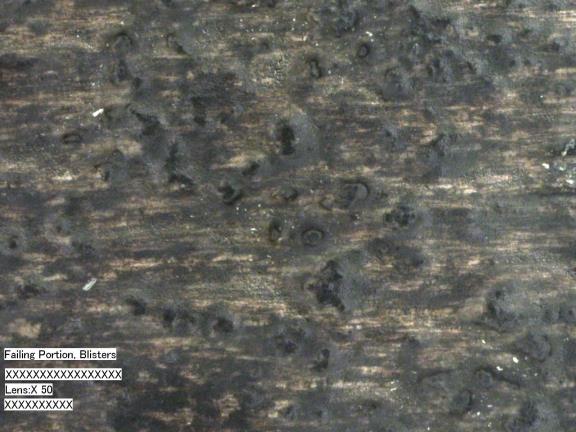
Improper Curing
As with wrinkling and increased dry time, the excessive film build may cause issues during curing. Some materials may not fully cure prior to being put into service leaving a coating surface that is too soft, easily damaged and unfit for service. Solvent entrapment may also occur if the top surface cures and the underlying material does not. Since a thicker film creates a thicker, less permeable barrier, any entrapped solvent or moisture would have a more difficult time permeating through the system. This solvent entrapment could lead to blistering of the coating.
METHODS OF COATING THICKNESS MEASUREMENT
In a perfect situation, the wet film thickness of the coating material should be checked as application occurs to help ensure that the specified thickness range is being met. This can be done using a wet film thickness gage at the time of application. If incorrect dry film thickness is suspected, several techniques or instruments can be used to measure the thickness of a coating system.
Tooke Gage
A Tooke gage can be used in the field or in the laboratory. To determine the film thickness with this instrument, an incision is made into the coating down to the substrate using an angled blade selected based on the expected thickness range. The incision is then viewed using the microscope (ocular) and scale that is visually evident through the ocular of the gage. A conversion employing the selected cutting blade as well as the scale reading will provide the coating thickness for each visible coating layer. ASTM D4132, “Standard Practices for Measurement of Dry Film Thickness of Protective Coating Systems by Destructive, Cross-Sectioning Means” describes the procedure for using this type of instrumentation.
Limitation – This is a destructive test. The cutting blade will expose a small portion of the substrate.
Nondestructive Coating Thickness Gage
A nondestructive coating thickness gage can be used in the field or in the laboratory. These gages are available in ferrous and non-ferrous models and can obtain coating thickness measurements from various metals. Ultrasonic gages are useful for coatings on concrete or masonry surfaces. These gages send an ultrasound signal into the coating using a probe (i.e. a transducer) with the assistance of a couplant applied to the surface. Gages used to measure coatings on metal surfaces use eddy current and/or magnetic induction technologies. The gage is placed on the coated surface and a digital reading of the total coating system thickness is provided. ASTM D7091, “Standard Practice for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied to Non-Ferrous Metals” and ASTM D6132, “Standard Test Method for Nondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using an Ultrasonic Coating Thickness Gage” describe the procedures for using this instrumentation.
Limitation – Only the total coating system thickness measurement can be obtained using this method; individual coating layers cannot be measured after they are all applied. Note that some ultrasound gages can distinguish coating layers but may not be able to measure the thickness of coatings with air-entrained voids or containing glass flake.
Microscope Equipped with Scale
Cross-section thickness of coatings is predominantly performed in the laboratory with samples collected from the field. Some microscopes have a scale fitted in one of the ocular pieces, similar to the Tooke gage (described earlier). Digital microscopes often have a measuring tool where two points are selected along with the current magnification to calculate the coating thickness which can be expressed in mils, inches, micrometers, millimeters and other units. Photographs are often obtained through the microscope.
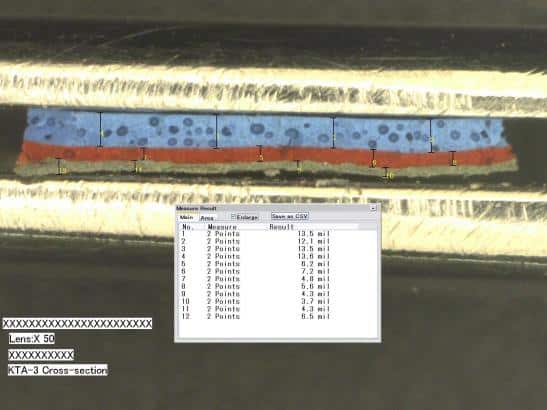
Multiple layers can be measured by a microscope when the cross-section of the sample is viewed. An advantage of the cross-section view in the microscope is a magnified view of each coating layer. Splits between or within coating layers can be observed as well as voids within the coating layers or other objectionable properties.
Limitation – Microscopes are typically not appropriate for field use. There is a possibility of viewing an incomplete coating system if samples are not removed cleanly from the substrate.
CONCLUSION
There are an abundance of coating performance deficiencies, defects, and modes of failure that can occur related to insufficient or excessive coating thickness. This article provides eight common examples of coating problems associated with coating thickness.
When investigating coating performance issues, the applied coating thickness as compared to the specification requirements and/or the manufacturer’s recommendations is an important consideration. That is, if the material was applied outside of the recommended thickness range, it is reasonable to conclude that the performance of the product has been impacted to some degree and that impact should be evaluated. Note however that during a coating failure investigation, a thorough survey of coating thickness may reveal insufficient and/or excessive coating thickness in both failing and non-failing areas, so thickness alone may not be the sole cause of a coating problem. Nevertheless, an objective investigation that looks at all of the facts is critical to identifying the root cause and corrective actions. The dry film thickness should always be determined, if for no other reason to exclude it as contributory.
Informative stuff. Quite good for refreshing the knowledge..
A good article, thank you, Chrissy. You refer to the problem of overcoating an existing coating: done correctly this can be a very economical approach. A whip blast does not just prepare the surface, it also ‘proves’ that whatever coating remains still has the required integrity. However it is then, as you indicate, a problem to know the thickness of the new coating. WFT can be measured and DFT deduced, but WFT measurement is generally impractical on a complex job. Another approach is, after whip blasting, to measure and record paint thickness over the surface in some form of grid pattern, and repeat (using the same equipment) when the coating is dry. An eddy-current or magnetic thickness tester will do this without requiring re-preparation of the surface. The results can be analysed by different methods, including statistical analysis for those into mathematics!
There can be practical issues – sections that have restricted access can present difficulties not just for application but also for thickness measurement. Appliocation may come down to technique. Supplying a test piece with similar geometry, that can be taken apart after painting to allow measurement of coating thickness, may help determine the required technique.
If coating is excessive than required and not having any paint defects like sagging etc., and completely cured, is there any problem with excess paint DFT. Required is 260 and actual is 410 microns. Will you please suggest
Kalyan, thank you for your question! The following comes from the author:
Adhesion may become an issue later, but the system may also be resistant to this thickness. If possible you may want to test adhesion in a discrete location. One other factor to consider is if a thickness range was specified or if there was a specification of 260 required. This may indicate a minimum only.