
KTA’s Certified Coating Inspector Forum Issue No. 7 – November 2022
KTA’s Certified Coating Inspector Forum is designed to provide professional development/continuing education on standards, inspection practices, new instruments, and other topics to help keep certified AMPP and FROSIO coating inspectors current. It represents the views of the author and KTA-Tator, Inc. It may or may not represent the views of AMPP: The Association for Materials Protection & Performance, even though SSPC, NACE, and AMPP standards are frequently referenced in the content.
Introduction
SSPC-PA 2, Procedure for Determining Conformance to Dry Coating Thickness Requirements was revised in 2022 (approved for publication April 12, 2022) as part of the standard 5-year review process. Review of the standard started in late 2020 when it was proposed that the updated version include a more expanded appendix on the use of continuous read/scanning technology to obtain a greater population of thickness measurements, as well as a new appendix on measuring the dry film thickness of intumescent (fireproofing) coatings. The latter was a rather unusual proposal since inspection standards are not typically written around specific coating types. However, in the case of fireproofing and cryogenic spill protection coatings the frequency and acceptability of coating thickness measurements varies significantly from those in the body of SSPC-PA 2 (primarily Section 8), yet the fireproofing industry valued SSPC-PA 2 due to its acceptance worldwide. While development of a separate standard was considered, SSPC-PA 2 was already widely specified in fireproofing specifications, but there was a need to standardize the frequency and acceptability of measurements without having to detail them each time in the specification itself. Appendix 11 was developed to fill that industry need. This issue of the KTA Coating Inspector Forum describes the content of SSPC-PA2 (2022), Appendix 11. A discussion of the updated appendix on continuous read/scanning technology will be the subject of a future issue of the KTA Certified Coating Inspector Forum.
The title of Appendix 11 is, “Method for Measuring the Thickness of Intumescent (Fireproofing) and Cryogenic Spill Protection Coatings Applied to Load-Bearing Structural Steel Members, Fire Divisions, Pipework, and Vessels/Tanks.” Its development was informed by current industry guidance, fire resistance testing methods and standards, and application techniques. Unlike many coatings, intumescent coatings must be certified prior to installation, and the manufacturing process is audited and approved by a certification authority, such as Underwriter’s Laboratory (UL). There was a disconnect between the thickness of the coating subjected to fire resistance testing and the actual application. Cryogenic Spill Protection (CSP) and intumescent coating systems are safety-related, and any steel structure specified to be fireproofed is critical to preserve/protect human life, the asset itself, and the environment. Appendix 11 provides a suitable method to ensure that the thickness of the material applied reflects that which was tested.
It is worth noting that installation and inspection of CSP and intumescent coating systems often require specific training and may require certification.

Cryogenic Spill Protection and intumescent coating systems are critical for hydrocarbon processing facilities, petro-chemical terminals, offshore platforms, as well as commercial and residential buildings. Steel has two enemies: corrosion and extreme heat. Hydrocarbon fires can reach 2000°F in six minutes; steel begins to lose structural strength around 750°F, which can lead to failure. Further, to achieve adequate resistance to high temperatures, all sides of a steel member must be protected to the correct thickness. Steel members that fail prematurely in a fire could potentially cause other members to fail regardless of the adequacy of the coating applied to them (e.g., a column fails and beams above collapse, bracing fails and loads shift, etc.). Appendix 11 of SSPC-PA2 provides a method for verifying that the thickness of CSP and intumescent coating systems comply with the specification.

Content of Appendix 11
The Appendix contains 8 sections:
| Section No. | Section Title |
|---|---|
| A11.1 | Scope |
| A11.2 | Referenced Standards |
| A11.3 | Definitions |
| A11.4 | Dry Film Thickness Specification Parameters |
| A11.5 | Preparation for Inspection |
| A11.6 | DFT Inspection Procedures |
| A11.7 | Conflict Resolution |
| A11.8 | Report |
The content of each of these eight sections is briefly summarized below. As a trained and certified inspector, if you are required to inspect according to the procedures outlined in Appendix 11 make sure you have a full copy of the standard, as this article is not a substitute for the standard.
The Scope (A11.1) of the standard is written to educate the specifier on how the thickness of CSP and intumescent coating systems are selected. Briefly, third-party testing is performed to industry standards to evaluate thermal protection properties of the coating based on:
- Cellulosic and hydrocarbon fires
- Various steel shapes
- Within range of temperatures
- The steel design purpose (load vs. non-load bearing)
The Certified DFT is the amount of insulation required to limit the rise of steel core temperature and/or reduce heat transfer through coating to steel. Coating thickness can exceed 25mm (nearly 1000 mils) depending on design requirements; however typical DFTs are 2mm (75 mils) to 8mm (315 mils) for thin film systems and 4mm (157 mils) to 13 mm (511 mils) for thick film systems.
Referenced Standards (A11.2) include those from ASTM International (ASTM), British Standards (BS), European Standards (EN), International Organization for Standardization (ISO), and Underwriter’s Laboratories (UL) that are referenced in the body of Appendix 11.
There are 18 Definitions (A11.3) that include terminology used throughout the Appendix that will aid the specifier and inspector in better understanding its requirements. These include:
| Cellulosic Fire | Limiting Temperature |
| Circumference Measurement | Jet Fire |
| Cryogenic Spill | Member Measurement |
| Equipment Measurement | Panel Measurement |
| Fire Rating | Pool Fire |
| Fireproofing | Section Factor |
| Fire Exposure | Spot Measurement (PFP/CSP Systems) |
| Gage Reading | Thick-Film |
| Hydrocarbon Fire | Thin-Film |
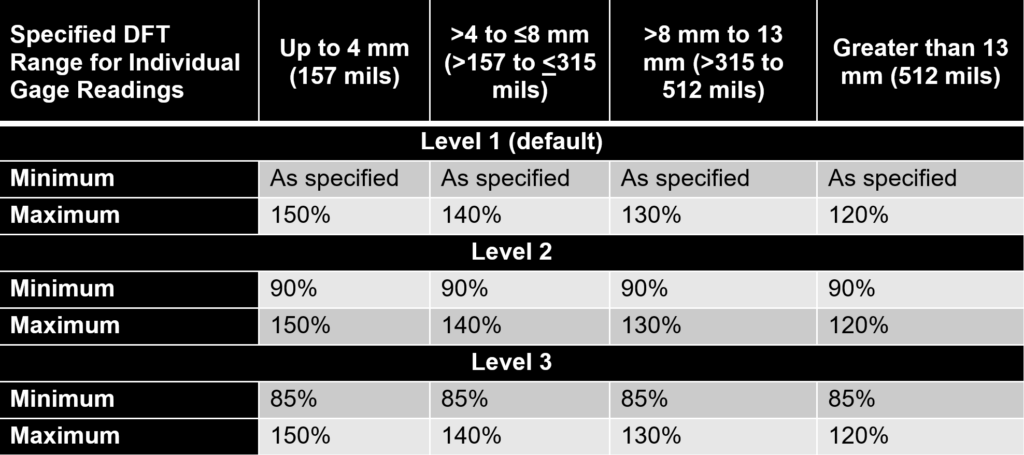
Dry Film Thickness Specification Parameters (A11.4) are shown in tabular format. There are three levels that the engineer can select from; if a level is not designed, Level 1 becomes the default. The acceptable minimum and maximum gage readings are based on the specified thickness, for each of the three levels as shown in the table below:
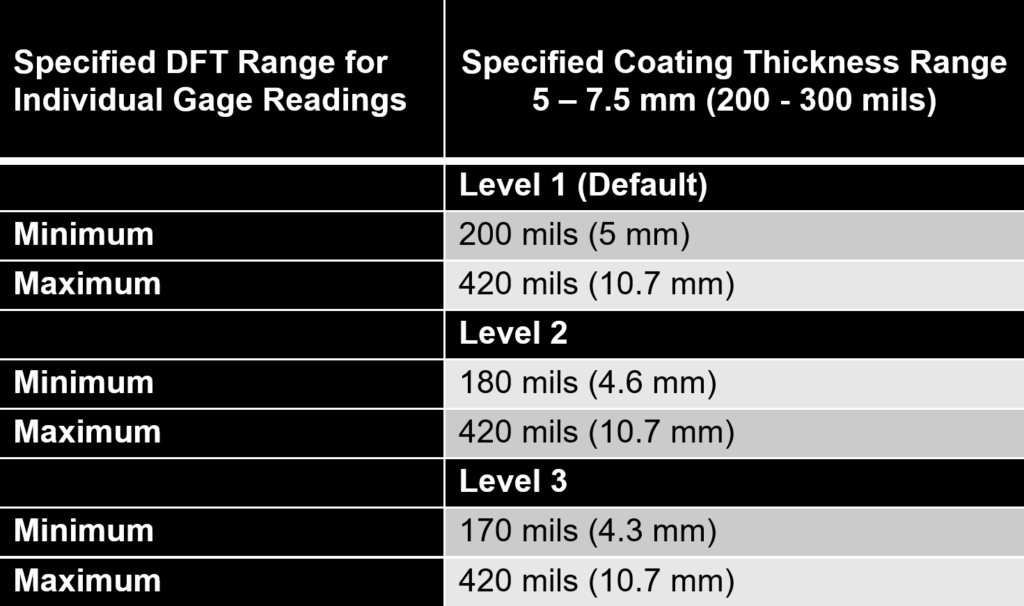
Here’s an example based on a specified intumescent coating thickness range of 200-300 mils (5 – 7.5 mm) for each of the three levels:
Documents required in Preparation for Inspection (A11.5) of the CSP or intumescent thickness include:
- The project specification
- Technical (product data sheet) for each coating in the system
- The fireproofing or CSP product application manual
- Manufacturer’s material take-offs including the DFT requirements for each member to be coated (including the maximum allowable DFT)
- Current third-party Test Certificate
In addition, prior to inspection the test certificate or specification must be reviewed to determine whether reinforcement (nonmetallic mesh or galvanized wire) was required. If required, the location within the DFT cross-section where the reinforcement was supposed to be installed must be indicated, along with any reinforcement overlap requirements.
Other requirements for inspection include following procedures for gage calibration, verification of accuracy and adjustment (described in Section 5 of the SSPC-PA 2 standard) and verifying the gage range and probe type is compatible with the thickness requirements and member configuration. Finally, one or more reference areas are recommended to be prepared (may be required by contract documents) that reflect finish texture and uniformity.
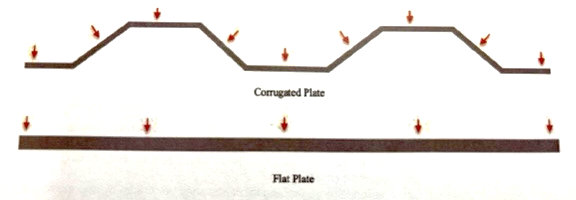
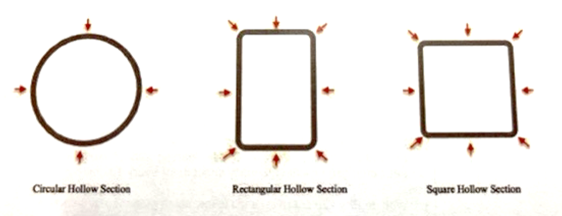
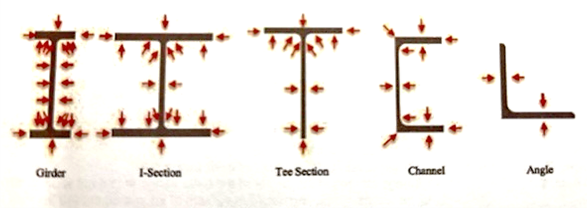
The DFT Inspection Procedures (A11.6) are based on the steel member or panel/plate shape; the distance between gage readings is based on the shape and size of the steel member/plate. An extensive table (Table A11.2) describes these requirements, and illustrations of gage reading locations based on steel member type are provided in Appendix 11. A few examples are shown below for corrugated and flat plate, as well as closed and open profile steel members. Note that independent of the total square footage coated, each steel member and/or plate/panel must be measured.
The figures below show that gage readings must be taken on each face of a steel member, plate, or panel. The number of locations along a given member, plate, or panel that need to be measured is explained in section A11.6.6 of Appendix 11. For example, if an intumescent coating is to be measured on a rectangular hollow section (closed profile steel member), 8 circumferential readings are obtained on each face no greater than 24-inches apart along its length. For a 50-foot-long member, a minimum of 25 sets of circumferential readings are obtained along its length.






Section A11.7 on Conflict Resolution describes how to handle measurements above the specified DFT restriction level, what document governs when there are differences between SSPC-PA 2 Appendix 11 and the third-party certification, and when there are differences between Appendix 11 and the manufacturer’s written application requirements. Note that thicknesses below the specified Restriction Level (1, 2 or 3) must be built-up.
Section A11.8 on Reporting requirements is quite extensive. The items listed below are in addition to standard coating inspection documentation requirements:
- The materials specified and batch numbers/dates
- The project specification and technical data sheets, including the maximum allowable DFT (the minimum DFT is established by the Specification Parameters/Level selected by the engineer)
- The certification being followed and the certificate
- The reference area location
- The DFT measurements of the primer, if included in the specified system
- The member, equipment, or panel measurements, along with the minimum and maximum dry film thickness
- The WFT readings for members where DFT cannot be measured, along with the percentage of solvent reduction and solvent type, if any
- The reinforcement commercial product name, the depth or DFT range in which it was installed within the system, along with the reinforcement overlap requirements (if applicable)
- The WFT measurements of the finish coat, if included in the coating system
- All conflicts and resolutions
Summary
Rarely does the thickness of a coating potentially impact human life. But in the case of CSP and intumescent systems, if they are not applied to the correct thickness across all surfaces of load-bearing steel members or panels/plates and there is a fire event, catastrophic collapse due to heat transfer to the steel can occur resulting in potential loss of life. Appendix 11 of SSPC-PA 2 provides facility owners, specifiers, coating manufacturers, inspectors, and applicators with a standard procedure that can be invoked and followed for verifying the thickness of these critical coatings, whether during the construction phase of new facilities or rehabilitation of existing ones. SSPC-PA 2 Appendix 11 fills the critical void between the certified thickness and the applied thickness. This article described the content of the new appendix. The complete standard is available from the AMPP Marketplace.


Hi Bill,
Thank you for sharing the article.
It is very informative and very timing technique on my ongoing inspection of PFP/CSP here in Senegal/Mauritania.
Kind Regards,
Christopher John San Luis
Procedures of great significance
for professional development and continuing education on standards and inspection practices