
Introduction
When it comes to qualifying coating systems for use in real world applications, there are many quality programs and specifications that can be considered. The use of coating systems whose performance has been verified according to these specifications help protect steel structures that are exposed to the atmosphere where corrosion and deterioration are certain. Whether these structures are buried in saturated soil or offshore taking abuse from wave impacts and salt air, measures need to be considered to reduce maintenance costs and extend service life as long as possible to preserve appearance and structural integrity. Testing coating systems in accordance with standard specifications can provide the end user with reasonable assurance that the materials they are considering have been subjected to the same test parameters, and based on the results are considered satisfactory for use by meeting the minimum performance requirements. However, accelerated weathering laboratory testing results should be analyzed with caution as there is no direct correlation of hours exposed versus service life expectancy, but meeting these minimum specification requirements can provide the user with some insight to the overall durability of the coating system under consideration.
In this article, we will summarize the requirements and procedures for two widely recognized specifications: ISO 12944-6, “Paints and varnishes – Corrosion protection of steel structures by protective paint systems – Part 6: Laboratory performance test methods” and ISO 12944-9, “Paints and varnishes – Corrosion protection of steel structures by protective paint systems – Part 9: Protective paint systems and laboratory performance test methods for offshore and related structures.” ISO 12944-6 outlines testing for water and chemical immersion, water condensation (vapor), salt spray (marine environments), and cyclic ageing where structures are expected to be subjected to solar radiation (sunlight), condensation, salt spray, and temperature differentials. Each of these environments are also evaluated for their durability with ranges from low to very high within specific corrosivity categories. ISO 12944-9 outlines testing for offshore corrosivity type category (CX), immersion and splash zone (Im4) and sea water immersion environments. These environments can include floors (lay-down areas), helidecks (escape routes), splash zones, tidal zones, and immersed areas that may or may not require cathodic protection.
Pre-Qualification and Sampling
ISO 12944-6 and ISO 12944-9 are separate laboratory testing programs found within ISO 12944. These parts (6 and 9) do not deal with financial or contract questions, but rather modes and methods of assessing the performance of coating systems by means of laboratory testing. These tests are specific to the durability needs and service environment. Any tests and performance criteria considered should be agreed upon between the interested parties so that all needs are addressed and nothing is overlooked. Quality assurance records should be provided for the manufacturing of the materials for the coating systems being tested to these specifications; these include the following: Technical and Safety Data Sheets, batch numbers, coating names and identifiers, dates of manufacturing, colors, and any pertinent information to ensure the materials are employed as designed and tested. Each specification also details sampling instructions. General yet routine batch checks are outlined in ISO 12944-9; specific sampling methods (ISO 15528 and ISO 1513) are contained in ISO 12944-6. Fingerprint testing and wet paint analysis, such as density and volatile organic compound (VOC) content determinations, are some test examples used to ensure that the properties of the materials conform to the project requirements.
Substrate Preparation, Coating Application, Curing and Conditioning
Both specifications detail the size and substrate material that should be used for testing. Although these parameters are outlined, the substrate materials under test should be of that which is placed into service for the structure in question. Typically, flat warp-free 3″ x 6″ x ⅛” (75 mm x 150 mm x 3 mm) carbon steel panels complying with ISO 1514 are abrasive blast-cleaned to a surface preparation grade Sa 2 ½ as outlined in ISO 8501-1, and a roughness of “medium (G)” as outlined in ISO 8503-1are used. This ensures that each test panel for each specification is cleaned thoroughly via abrasive blasting, the steel surface is free of visible grease, dirt, mil scale, rust, and any other attached material that may adversely affect the coating’s performance, and an adequate surface profile is imparted to anchor the coating system.
Following substrate cleaning, coating application is performed via spray per the coating manufacturer’s data sheets and recommendations. The target dry film thickness (DFT) of each coating layer should be no more than 1.5 times the nominal maximum dry film thickness if ≤ 60 microns (µm) and no more than 1.25 times the nominal maximum dry film thickness if > 60 µm. Following each application and prior to the next over coat layer, dry film thicknesses are obtained per ISO 19840; specifically, a minimum of five spot locations with two measurements per spot; in the center and at each corner, 20 mm from any edge. Full curing is required (per the manufacturer’s technical data sheet) prior to testing. Porosity detection (holiday testing) and edge/back surface protection should be performed following the complete cure so it can be confirmed no voids are present that would cause an invalid test. Conditioning in a controlled laboratory environment (post cure) is required prior to testing (typically for 2 weeks, at 23 ± 2°C and 50 ± 5% relative humidity). Note that ISO 12944-6 and ISO 12944-9 address requirements for hot-dipped galvanized and thermal spray applications as well as liquid coating materials. These preparations should be performed as in standard practice per ISO 12944-4 and ISO 12944-5.
Qualification Tests and Exposure Regimes
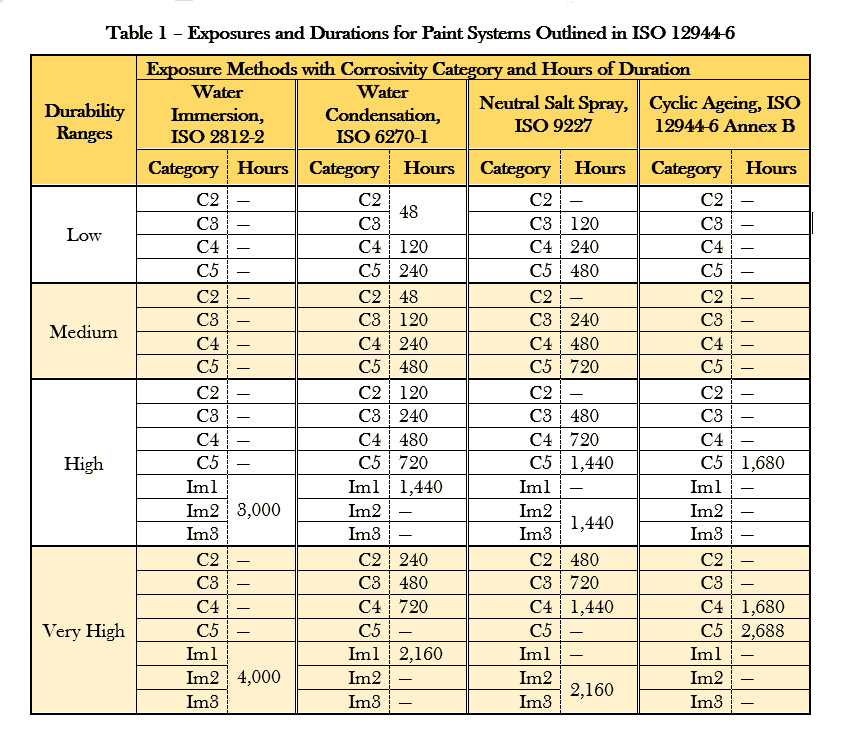
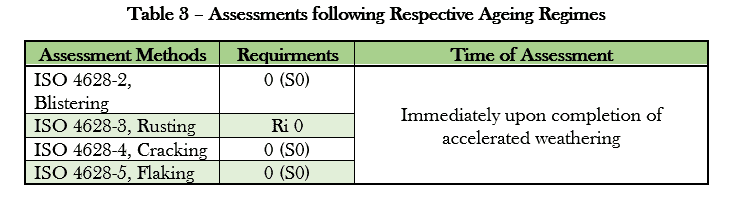
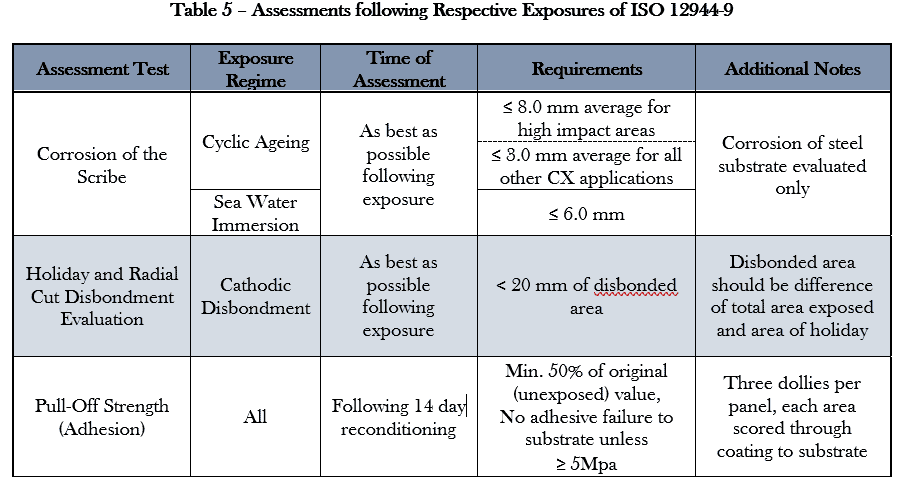
Both ISO specifications have specialized testing regimes (see Tables 1 and 2 below) that address service environments and durability categories. They differ from each other, but the bulk of assessments are similar and outlined within requirement tables (see Tables 3, 4, and 5 below). Both state that 2 of the 3 panels put through any regime and exposure test category must meet the assessment requirements outlined. Evaluations include examination for degree of blistering, rusting, cracking, flaking, and an optional examination for chalking resistance.
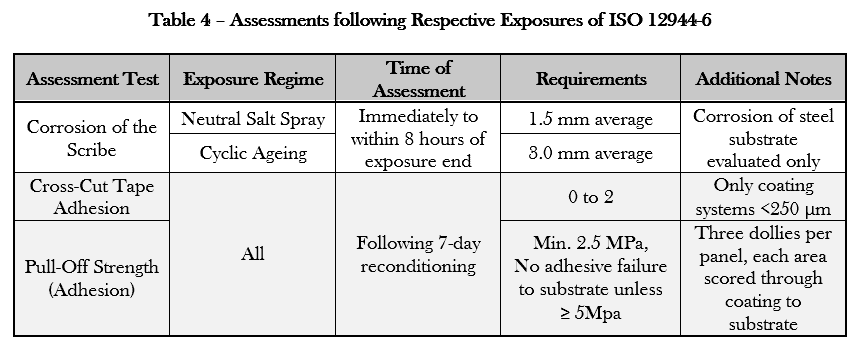
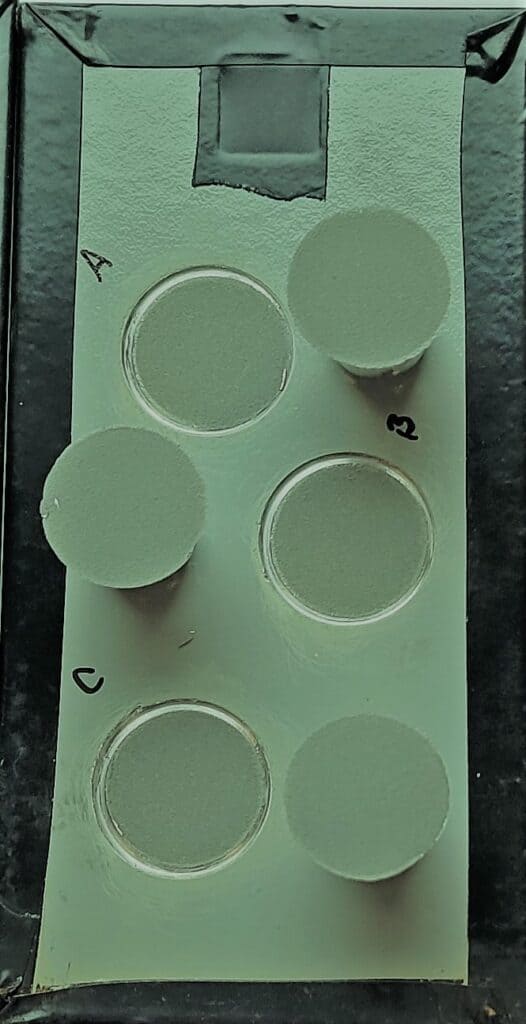
Prior to any artificial aging, (unexposed) adhesion testing is required by both specifications. ISO 12944-6 requires either pull-off[DC1] [DC2] (see Figure 1) or shear (tape) adhesion tests to be performed based on total coating system dry film thickness, whereas ISO 12944-9 only outlines pull-off adhesion testing. For a system ≤ 250 μm thick, ISO 12944-6 allows for tape adhesion testing where a classification of 0 to 2 is stated; for a system > 250 μm thick, a minimum of 2.5 MPa pull-off adhesion strength is required with no adhesion failure to the substrate unless the value is at least 5 MPa. ISO 12944-9 specifically outlines pull-off strength where the minimum test value should be 5 MPa, unless the coating system is ≥ 800 μm for immersion (IM4 environment), where the minimum value is 8 MPa.
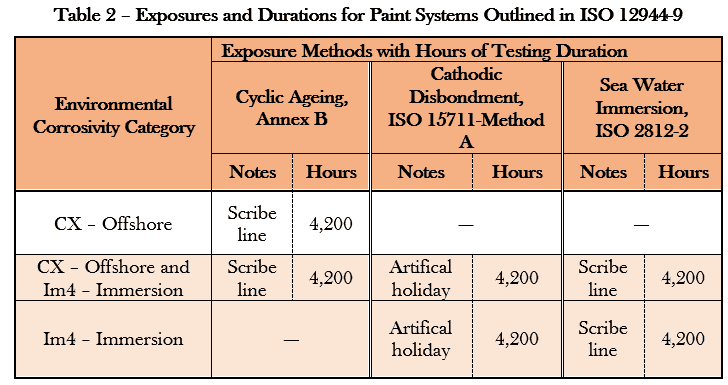
Once this pre-exposure testing is performed, exposure regimes are selected for the respective environment and durability as described earlier. ISO 12944-6 has four corrosivity categories, C2 through C5, each with four durability ranges from low to very high. Additionally, there are three immersion categories ranging from Im1 to Im3, with durability of high or very high. ISO 12944-9 is divided into three environment considerations: CX corrosivity category of offshore application, Im4 immersion category of splash and tidal zones, and a combination of CX and Im4 categories. Each of these categories have test regimes outlining exposures for various test durations.
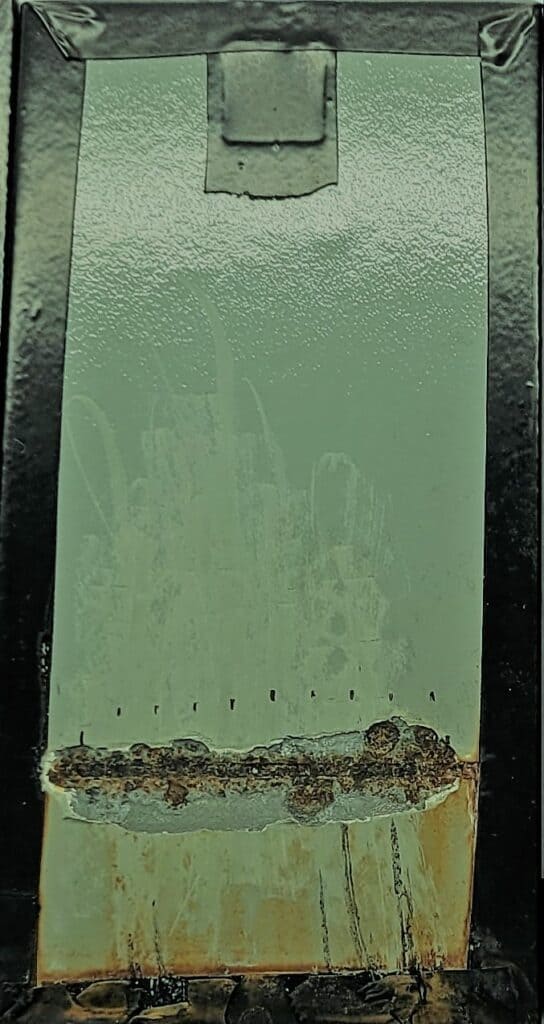
Each specification has a cyclic ageing test where the coated test panels undergo a one-week cycle involving alternating UV light with condensing humidity, neutral salt spray (see Figure[DC3] [DC4] 2), and a low temperature exposure. This cyclic ageing regime is considered highly demanding of a coating system, as only the highest corrosivity categories require this as an exposure: category C4 very high, C5 high, and C5 very high of ISO 12944-6 for a duration of either 1,680 or 2,688 hours, as well as CX and the combination of CX and Im4 of ISO 12944-9 for 4,200 hours. Both ISO specifications require a scribe line to be scored through the coatings to reveal the substrate that to evaluate scribe corrosion (via undercutting measurements, see Figures 3 and [DC5] [DC6] 4).
Additionally, ISO 12944-9 outlines a cathodic disbondment test as well as a sea water immersion test. Each of these tests is performed for 4,200 hours. The sea water immersion requires a scribe line for scribe corrosion evaluation. The cathodic disbondment test utilizes intentional holidays, immersed and non-immersed, drilled through the coating to reveal the substrate. Following exposure, evaluations are made for disbondment of coating chipped from the intentional holidays of the immersed versus the non-immersed areas.

The ISO 12944-6 specification provides additional methods with durability ranges and test categories. Each corrosivity and immersion category outlines water condensation and neutral salt spray exposure tests (or for select classifications, cyclic ageing only). A water immersion exposure is required for only the immersion category. Each of the exposures for the corrosivity categories have requirements where there is a very short test duration for a low durability range with progressively longer durations for higher durability ranges. For example, for water condensation, C2 Low/C3 Low has a test duration of 48 hours and progressively higher durations up to 720 hours for C5 High/C4 Very High. Another example, the neutral salt spray test ranges from 120 hours (C3 Low) to 1,440 hours (C5 High/C4 Very High). Multiple durability ranges with each corrosivity category can be achieved concurrently, which can be considered advantageous while testing per ISO 12944-6. The immersion categories alternate between 3,000 hours (High) and 4,000 hours (Very High) for water immersion. As for water condensation for the immersion category, only Im1 invokes this test either for 1,440 hours (High) and 2,160 hours (Very High).

Following any of the exposure regimes, coating adhesion testing is reassessed. A recovery time of 7 days is required at the controlled laboratory conditions prior to testing adhesion per ISO 12944-6 and 14 days prior to testing per ISO 12944-9. In addition to the minimum adhesion requirements described earlier, ISO 12944-9 requires that the coating system retain a minimum of 50% of the baseline (pre-exposure) adhesion.
To note, upon agreement between interested parties, additional mechanical tests can be performed such as impact resistance, Taber abrasion, as well as chemical resistance tests and visual evaluations on corrosion protection behavior.
Summary
Each of the ISO specifications discussed above are robust and very detailed. The reports and data that are required to be provided in these reports is specific to the desired applications of the materials. They allow for several service environments to be considered, durability ranges to be qualified, and reasonable assurance for expected coating system performance. Any type of service environment can be considered if materials are said to have been tested to ISO 12944-6 and/or 12944-9. An owner, consultant, inspector, or manufacturer has at their disposal robust performance data in concise form on corrosion preventing coating systems to preserve their assets for years to come.
[DC1]“Post Pull-Off Adhesion Testing”
[DC2]Use the post ISO adhesion
[DC3]“Panels within a Salt Spray Test Chamber”
[DC4]Use the in salt fog cabinet
[DC5]“Following Exposure with Scribe Preparation” and “Undercutting Measurement of Scribe Corrosion”
[DC6]Use post ISO evaluation as well as scribe measurement photos
For more information contact Carly McGee: cmcgee@kta.com
Good Evening.
Dear Sir.
I like this web link in details regarding ISO 12944—- Specifically CX Zones very helpful for me and extended my knowledge.
Next phase I will be prepare and design the specifications and presentation for oil & gas and Marine Sector.Already I has been design the presentation of Caisson gate of Dry Dock at Karachi Shipyard Pakistan.
My next project of PSO Pakistan and Shipyard some more projects as well.I have worked independly under the supervision of Persons about Professor Mr.Bawer TawafiqvBE Civil.Dr.Shoaib Ahmed Bilal PhD in chemistry and Engr Mr.Zaki he expert in silicone technology.Your wonderful web highly appreciate 👍👍.
I am certified from DGA/DCN France. I have vast experience in Marine and Protective Coating.
Regards.
Hi Furqan Muhammad, we are glad that you benefitted from our article!