Many agencies and facility owners require coating testing of products and systems prior to their use on a coating project. This is not an original concept; developing a qualified products list (or QPL) is becoming more commonplace, as not all coatings and coating systems are created as equals, even if they are in the same generic category. However, the big question remains: is the cost of establishing and maintaining a QPL worth it, or should the burden be placed on the manufacturer of the coatings to provide evidence of performance?
This is oftentimes the discussion topic that surrounds the concept of the pre-project testing — how to manage the cost and justify the additional requirements, and in addition, how to manage and use the data generated from such testing should be discussed and defined. Establishing a QPL does not always require a large expenditure and can be cost-effective for even small to medium-sized coating projects. The peace of mind that comes with evaluating properties or performance on a small scale before installing the coating on a large scale is generally worth the investment.
There are many areas to consider when assuring quality on a coating project. Testing the coating materials is only one of many. Additionally, property and performance testing of the coating materials and placing full coating systems on a QPL do not guarantee coating performance. The surface has to be prepared properly and the coating system should be installed according to the manufacturer’s instructions and the governing specification. A good quality program will address all of the surface preparation and application requirements as well as the coating material testing portion of the program. After all, at the end of the project, it still follows that system performance is only as good as installation and specification requirements and adherence to them.
When a discussion arises regarding implementation of a coating testing program, there are many directions that the conversation may take. There are a wide variety of tests that can be performed and the decision as to which ones to use and, in some cases, the duration of the testing (for accelerated corrosion or accelerated weathering testing) can seem overwhelming if the process has not been explored before. The qualification program may include a large list of tests covering both compositional and physical properties of the liquid materials as well as performance properties of the applied coating system. There are also qualification programs that address just a few key properties of the liquid materials. The scope of the testing program can be proportional to the complexity of the project, the criticality of long-term performance or determined by the types of products being specified.

In some cases, the products are compared to military specifications (or MILSPECS). Many military specifications are formulary-based, and testing is limited to compositional analysis, meaning that using a reference to a MIL-SPEC indicates that there is an assumption of performance based on the product being formulated to pre-established criteria. This formulary testing is conducted prior to project start-up with no short- or long-term performance testing (historical performance is based on the reliance on the same formulation). One of the limitations to this approach is that there may be variations in the quality of raw materials used to formulate the coatings from manufacturer to manufacturer, and these variations may not be revealed by compositional testing alone.
In other cases, baseline testing of three to five coating properties is performed prior to the start of the project and on each new batch of coating that is used on the project. The test results for each subsequent batch of material are compared to the initial, or baseline, property values to verify that subsequent results are within the allowable tolerances for each of the tests prior to use on the project. The test requirements may be job-specific and may or may not be applicable to other projects.
A step above batch testing is an industryspecific testing program. An industry-specific coating performance evaluation program generates performance data based on testing that represents (as closely as is possible) the service environment of that industry. Once the data is generated, it can be uploaded into a central database so that all member agencies in that industry can access the information and establish their own QPL from among the coating products included in the testing program. Examples of industries employing this type of program include publicly owned wastewater treatment facilities and departments of transportation. ANSI/NSF 61 qualification testing for potable water is a case in point.
The American Association of State Highway and Transportation Officials (AASHTO) and its National Transportation Product Evaluation Program (NTPEP) is another example of an industry-specific performance evaluation/qualification program. AASHTO NTPEP tests products used throughout the U.S. bridge and highway system, including structural steel coatings. Since the program’s inception in the late 1990s, dozens of coating systems have been tested. Briefly, coating manufacturers form a contract with AASHTO and submit candidate systems for testing to an independent testing laboratory. AASHTO, in turn, has its own contract with the laboratory, so there is no contractual relationship between the coating manufacturer and testing laboratory, removing any perception of bias. Testing includes baseline compositional analysis of individual components and mixed materials (for future comparison to jobsite-delivered batches); accelerated corrosion and weathering resistance; adhesion and thermal cycling. Slip-coefficient and tension-creep testing for qualification of coatings for use on slip-critical bolted connections is also included in the test regimen. There is no “pass/fail” criterion; rather, the data is uploaded to a central database where it can be accessed by member agencies so that they can select coating systems for placement on their QPL or qualified systems lists. A similar program was initiated in 2014 for concrete coatings testing.
The advantage of this type of performance evaluation is that many agencies within a given industry can access performance data with little or no associated costs. Limitations include keeping the database current as new coating systems come to market, the time necessary for generating the long-term performance data, and applying or using the same performance criteria for a coating that will be used on a structure in northern Minnesota vs. a structure in Phoenix — two very different service environments.
Even with all of the positive attributes associated with establishing a QPL, there are inherent costs that must be justified. The three following case studies demonstrate the value of testing prior to coating selection and installation.
Case Study 1: Baseline Testing/Batch Verification
The first case study describes a testing program that was initiated by an owner to perform baseline testing and batch verification testing throughout a coating project. Although these were not highly technical coatings, the project was going to be highly visible and the testing was conducted due to the color-branding initiative requiring assurance of long-term aesthetic performance. The exterior coating was a specific shade of exterior waterborne acrylic. The testing protocol developed was a relatively short list of tests including: non-volatile (weight solids) content, density and viscosity testing of the liquid materials, and an infrared spectrum (or “fingerprint”) of the dried coating for future reference. The primer and finish coats were supplied by the same company; the primer was tinted a slightly lighter color than the finish coat for contrast during application. Each batch of primer and topcoat was scheduled for testing prior to acceptance on the job site. Based on the calculated number of gallons required for the project, it was determined that one batch of primer and two batches of the topcoat would need to be tested and compared to the baseline data for each product.
The project and batch analyses were progressing as scheduled until the submission of the final batch of the topcoat, which was not producing data within the allowable tolerances. This information, together with a comparison of the infrared spectra, confirmed that the coating was not a match to the originally specified topcoat and the material was rejected prior to application (Fig.1). The shifts in the data were consistent with a different pigment package of the same resin material, which was tinted for use as a topcoat. In the long run, this may or may not have changed the way the exterior coating functioned, but as a point of consistency, it is desirable to start with the same product if you expect the same appearance and consistency over the long term.
Case Study 2: MIL-SPEC/ Formulation Testing
A second case study involved a coating material that was formulated to meet a military specification. The pre-installation testing required the products to meet the properties of the formulation for that MIL-SPEC coating. There was no performance data evaluated because the manufacturer indicated that the coating material was formulated to meet the MIL-SPEC and that was used as the criteria for acceptance.
The coating application was in-process when differences in performance properties were evident from location to location across the structure. The differences in physical properties were noted and there was concern about the long-term durability of the material. An investigation was initiated and samples were obtained from areas exhibiting variations in performance. The samples were analyzed using Fourier transform infrared spectroscopy to look for chemical variations.
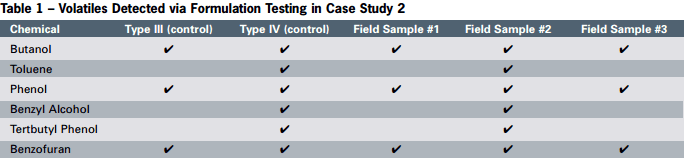
Unfortunately, the spectra did not reveal noticeable variations between the samples, but this analysis only focuses on the major constituents of the dried film. Further investigation revealed that a similar product was manufactured and in use at the same jobsite. The difference between the products was in the solvent blend used in the formulation, so the residual solvents within the coating were isolated and identified. While it is common to consider all of the solvents as being completely evaporated when a coating is cured, there is often residual solvent material in the coating, especially early in the life cycle of the coating. Solvents can be extracted from the dried film by placing coating chips in a septum vial, heating the vial in a bath and then extracting the vapors from the head space within the vial with a micro-syringe.

The samples were analyzed by gas chromatography. The analysis revealed variations between the batches supplied and the control samples. The data in Table 1 indicates that the solvent blend was consistent with a Formulation III of the military specification instead of Formulation IV. These two formulations were developed for different exposure environments, thus explaining the coating property variations in early performance. This assessment resulted in immediate identification of the problem, which stopped the application, identified the deficiency and prevented substantial rework. Because the specification was referenced and in place, the exact formulation requirements could be referenced quickly.
Case Study 3: Multiple Products/Product Misusage
A third case study is related to the proper and consistent use of a designated testing program. A rehabilitation project for a large warehouse-type building (Fig. 2) included a repaint of the interior surfaces including galvanized roof decking, cement block walls, metal room dividers and metal hand rails. These surfaces required varying types of surface preparation, different coating systems and different application procedures. In addition, the specification permitted various (different) paint manufacturers for each of the surfaces.
Pre-testing of the products was required. The pre-testing was mainly based on physical characteristics of the wet products and reference infrared spectra. Because there were so many products in use, there were requirements for maintaining purchase orders and material receipt records, product retains and records of the application data which would permit referencing of materials at a later date.
Within months of the start of the rehabilitation work there were areas of failure noted on the interior galvanized roof decking. The specification required a primer and two finish coats to be applied. The records indicated that the coating materials from the specified list had been purchased.
Laboratory analysis of the coating from the failing areas revealed that only one coat of material was applied, that the applied thickness exceeded the manufacturer’s recommendations for the specified product, and that the material was not chemically consistent with the specified product. Analysis of the material indicated that it was more consistent with a highly pigmented and filled product, so the purchasing records were reviewed.
A block filler material manufactured by the same company was purchased at the same time as the roof decking coatings, and there was a mix-up in the storage areas for some of the products. Subsequently, coating materials that had been applied to the other areas in the building were quickly sampled and evaluated to determine if the correct products had been applied. This testing quickly identified that all of the other materials were applied in the specified areas except one. There was one section of the building where a coating product was used that did not match any of the specified products. All coating rehabilitation continued on schedule while the incorrect products were removed from the two identified improperly coated areas. During the remainder of the project, the products were tested as per the requirements and applied as specified, and no further inconsistencies were noted. At last check, several years had passed and the coatings were performing as expected.
Conclusion
These three examples are only a small sampling of the many instances where qualification testing programs and the development of a QPL can be much less costly in the long run than the costs associated with rework due to poor performance of the applied coating system. Pre-project coating testing can be a large component in post-application performance.
About the Author
 Valerie Sherbondy is the technical manager for the analytical laboratory for KTA-Tator, Inc., a consulting and engineering firm specializing in industrial protective coatings. Sherbondy has been employed at KTA since 1990 and has provided laboratory support for the investigation of hundreds of coating failures and coating testing programs. She holds a B.S. in chemistry from the University of Pittsburgh and is an SSPC-certified Protective Coatings Specialist, a member of the American Chemical Society (ACS) and a committee chair for NACE International.
Valerie Sherbondy is the technical manager for the analytical laboratory for KTA-Tator, Inc., a consulting and engineering firm specializing in industrial protective coatings. Sherbondy has been employed at KTA since 1990 and has provided laboratory support for the investigation of hundreds of coating failures and coating testing programs. She holds a B.S. in chemistry from the University of Pittsburgh and is an SSPC-certified Protective Coatings Specialist, a member of the American Chemical Society (ACS) and a committee chair for NACE International.