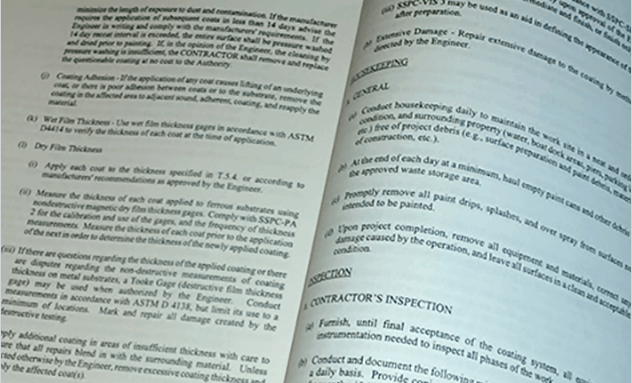
Painting specifications identify the facility or building owner’s requirements for the selection and use of coatings for both the protection of substrates and aesthetics. The specifications identify the requirements for surface preparation and coating application; the materials to be applied, often by brand name; color schemes; and expectations for quality control and documentation (Fig. 1). When specifications are clear and unambiguous, the requirements should support only one interpretation by all parties, which provides an excellent roadmap for conducting the work and achieving the desired end result. But when specifications are confusing, contradictory, incomplete or technically incorrect, they open the door to jobsite disputes and change orders, extra costs, coating failures and litigation.
As seen in Durability & Design In Depth- July 2016
Fig. 1: Clearly written specifications provide a sound roadmap for completing the work.
After a brief discussion of specification types, this article offers a Specification Quiz, followed by nine examples of actual language from building painting specifications. This language, if uncorrected, has the potential to create problems during construction.
Types of Specifications
Specifications can be generally classified as either prescriptive or performance-based. Prescriptive specifications provide detailed instructions for performing the work. A risk to the specifier, in this case, is that the contractor could follow the detailed instructions but still fail to achieve the desired end result. For example, a specification might require the removal of loose coating and chalking by pressure washing at 3,000 to 4,000 psi with a zero-degree rotary nozzle held 2-3 inches from the surface. The specifier is expecting that, if these steps are followed, all “loose” coating and chalk will be removed. If the contractor complies with this procedure, but finds that scraping, scrubbing, higher cleaning pressures and/or detergents are needed, who bears the responsibility?
Prescriptive specifications may also inhibit creativity and eliminate opportunities to use a superior product or to benefit from new and better methods for achieving the end result. On the other hand, if a prescriptive specification has repeatedly resulted in a successful outcome in the past, it can be a viable approach.
Performance-based specificationsare significantly different. Rather than describing how to do the work, performance-based specifications define the end result, leaving the means and methods to the contractor. To continue the previous example, the specification might require pressure washing at a minimum of 3,000 psi, supplemented by scrubbing, the use of detergents and hand tool cleaning to remove all loose coating and chalking. In addition, it could establish that chalking be removed to a minimum rating of 6 in accordance with ASTM D4214, “Standard Test Methods for Evaluating the Degree of Chalking of Exterior Paint Films,” and that coating is considered loose if it exhibits an adhesion value of 2A or less when tested in accordance with ASTM D3359, “Standard Test Methods for Measuring Adhesion by Tape Test.”
While this performance-based approach still stipulates the methods of cleaning (pressure washing, scrubbing and hand tool cleaning), it focuses on the end result rather than the process. The contractor is responsible for selecting the specific methods, pressures and operating procedures to remove the loose coating and chalking, as defined by the specification.
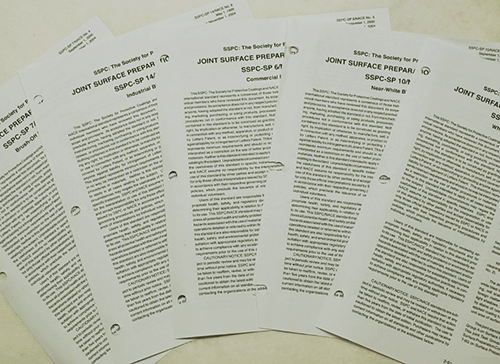
Fig. 2: Specifiers need to know the requirements of the reference standards and ensure that the most recent revisions are acceptable for the project.
Cautions for Specifiers and Contractors
Regardless of the type of specification, the language in it must be clear and free of contradictory or confusing requirements. It’s best to say things only once to avoid specifying conflicting requirements in different parts of the document.
Another caution for specifiers is to ensure that all reference standards contained in the specification are relevant to the work, and—since standards are systematically updated, typically every five years—that the latest revisions will be appropriate for the job (Fig. 2). Don’t automatically assume that the most recent changes to a standard will be acceptable to you. If the changes are unacceptable, the specification will have to either:
Include the date of the earlier version that applies to the project; or
Take exception to those problematic portions of the latest standard.
Both specifiers and contractors must also carefully review the standards referenced withinthe primary standard. For example, SSPC-SP10, “Near White Blast Cleaning,” references an ASTM standard for compressed air cleanliness, as well as other SSPC standards (and ASTM test methods) for the abrasives being used (e.g., SSPC-AB1, AB2 and AB3). These standards require that very specific tests of the compressed air and abrasives be performed when an SSPC-SP10 degree of cleaning is specified.
Another caution is to make certain that the current Product Data Sheets (PDS) and Safety Data Sheets (SDS) are being used. Don’t assume that the manufacturer’s data sheets from two years ago properly represent the material being used today. Although the product name may be the same, the PDS and SDS could have changed.
Specification Quiz
Following are three examples of specification language for cleaning and painting commercial buildings. Review them and decide whether the examples are Satisfactory (technically correct, clear and unambiguous) or Unsatisfactory (technically incorrect, vague or subject to differences in interpretation).
“The surface temperature/dew point temperature spread for painting shall be 5°F.” (See Fig. 3.)
Satisfactory / Unsatisfactory
“The relative humidity during coating application shall be <90%.” (See Fig. 3.)
Satisfactory / Unsatisfactory
“There shall be no runs, sags, drips, pinholes, orange peel, overspray, dryspray or other objectionable properties as determined by the Engineer.” (See Fig. 4.)
Satisfactory / Unsatisfactory
Write your answers down and set them aside. The questions are repeated at the end of the article, followed by discussion. See if your initial answers change after reading the examples.
Fig. 3 (left): Air temperature, surface temperature, relative humidity and dew point temperature being measured. Fig. 4 (right): No runs, sags, drips, pinholes, orange peel, overspray, dryspray or other objectionable properties are permitted.
SPECIFICATION EXAMPLES
Coating Storage
Example: “Store materials not in use in tightly covered containers in a well-ventilated area at a minimum ambient temperature of 45°F (7°C).”
Discussion:This specification addresses the minimum storage temperature, but not the maximum, which could also be a problem. Although “ventilated” suggests a controlled indoor environment (which was likely the intent), it doesn’t specifically state that the paint must be stored indoors and out of sunlight. On commercial projects, paint is often stored outside on the ground, perhaps covered with a tarpaulin. Adding “indoor storage” to the specification would help avoid arguments regarding paint storage, such as: “Outdoor storage in the summer is OK, because the temperature doesn’t drop below 45 degrees Fahrenheit. Ventilation is just for safety if the paint is stored indoors. If it’s stored outside, natural ventilation is plenty good enough.”
Fig. 5: Light meter used for determining illumination.
Lighting
Example: “Perform painting under lighting conditions of not less than 80 foot-candles measured mid-height of the painter at substrate surface.” (See Fig. 5.)
Discussion: This lighting requirement is very high for painting projects, and could lead to disputes once the work begins. The specifier was most likely unaware of the high level of lighting being imposed. SSPC-Guide 12, “Guide for Illumination of Industrial Painting Projects,” provides both recommended and minimum lighting requirements for the general work area, for surface preparation and painting and for inspection. For surface preparation and painting, Guide 12 recommends 50 foot-candles (with a minimum of 20 foot-candles). The 80 foot-candle requirement is very high for painting work and is likely not being achieved (or even measured) on most jobs.
Surface Preparation
Example: “Selection of the proper method of surface preparation depends on the substrate, the environment and the expected service life of the coating system. Economics, surface contamination and the effect on the substrate will also influence the selection of surface preparation methods. The surface must be dry and in sound condition. Remove oil, dust, dirt and loose rust, peeling paint or other contamination to ensure good adhesion.”
Discussion: The first two sentences are written like a guidance document rather than a specification. The language also leaves the method of surface preparation up to the contractor, which can lead to great disparity in bidding, since the last two sentences are the only description of the acceptance criteria. The criteria are incomplete, and could be met by: washing and hand tool cleaning; washing and power tool cleaning; pressure water cleaning or water jetting alone; or abrasive blast cleaning. The amount of coating and rust removed by each of these methods will differ dramatically, and most are unlikely to meet the specifier’s intent for the desired degree of cleaning.
As written, surface preparation requires the removal of peeling paint, but says nothing aboutpoorly adherent paint. Painting over weak paint can lead to disbonding, but in this case, if the paint is not peeling, it is permitted to remain. All the contractor needs to do is remove surface contamination so that the new material adheres to the old. While the specifier likely intended for poorly adherent paint to be removed, the words do not require it, which could lead to disputes and extra costs in the field. One might argue that poorly adherent paint is not “sound” and therefore not permitted, but “sound” is undefined, which opens the door for different interpretations (“The paint isn’t ‘hollow’ when tapped with a hammer, so it’s OK.”).
Finally, another likely source of dispute will be the word “dry.” Possible interpretations could include:
Visibly dry;
Dry to touch;
Dry when using moisture meters on the surface; or
Dry by instrumentation or test methods that examine moisture in the substrate below the paint.
Absent any definition, a hand rubbed across the surface will suffice, although the surface may not actually be dry enough to paint.
Surface Preparation of Galvanizing
Example: One section of the specification states, “Galvanized metal: Clean all surfaces thoroughly with solvent until they are completely free from dirt, oil and grease. Remove all excess solvent and allow to dry completely before application of paint.”
Three pages later, the specification provides detailed surface preparation requirements for a number of different substrates, including galvanizing: “Galvanized Metal: Allow weathering a minimum of 12 months prior to coating. Solvent clean per SSPC-SP1, then prime as required. When weathering is not possible, or the surface has been treated with chromates or silicates, first Solvent Clean per SSPC-SP1 and apply a test area, priming as required. Allow the coating to dry at least one week before testing. If adhesion is poor, Brush Blast per SSPC-SP7 is necessary to remove these treatments.”
Fig. 6: If new galvanizing is only solvent cleaned, per the first portion of the specification, who is responsible for this failure?
Discussion: Based on the first section of the specification, the contractor is required to solvent clean the galvanizing, and may apply the paint after it dries. In the second section, the requirements are substantially different, and more time consuming and costly to perform. If the work is performed according to the first section of the specification and a failure occurs (Fig. 6), who is responsible?
The specification appears to have been cobbled together from a few sources: boilerplate language from previous specifications in the beginning, and more detailed requirements supplied by the coating manufacturer at the end. The result is a lot of confusion about preparation expectations for the galvanizing. When adding new language to a specification, reviewing all other sections that address the same topic is critical.
On another note, SSPC-SP16 was published in 2010 to address the brush-off blast cleaning of galvanized steel, stainless steel and non-ferrous metals. This standard should be used instead of SSPC-SP7, which addresses the brush-off blast cleaning of coated and uncoated carbon steel substrates.
Removing Mildew, Algae or Mold
Example: “Areas exhibiting mildew, algae or mold will be treated by mixing 1 part chlorine to 4 parts water and applying to the surface. Allow a 30-minute dwell time before rinsing thoroughly. Protect surrounding surfaces and foliage from chlorine damage.”
Discussion: The specification states that areas of mildew, algae or mold are to be treated with a chlorine/water solution, but it provides no acceptance criteria. All the contractor must do is follow the process, regardless of the end result. While one could reason that the specifier expects the biological growth to be removed, the specification simply requires treatment (not removal) with a specified solution and a 30-minute dwell time. The inspection in this case is to use a stopwatch.
Treatment of Joints
Example: “Contractor is to make every effort possible to reduce the ‘open time’ of prepared joints to receive sealant. Extended periods of prepared but unsealed joints will increase the chances of severe water intrusion.” (See Fig. 7.)
Fig. 7: Old sealant and backer rod have been removed. How long can the joint remain open?
Discussion: The cautions in the specification are accurate, but they do not establish definitive requirements or acceptance criteria. Expectations regarding “every effort possible” will vary between the contractor and the owner. Reducing the “open time” is also subject to interpretation. The contractor might interpret this as installing the sealant within one week, whereas the owner might expect one day. This vague language could lead to disputes in the field.
Paint Material Quality
Example: “Provide manufacturer’s best-quality paint material of the various coating types specified that are factory formulated and recommended by manufacturer for application indicated.”
Discussion: “Best quality” is marketing language, not a technical term. For the sake of argument, what if the manufacturer has a “very best quality” product? Why not require it instead of just the “best?” Since the word “best” is undefined, it could be interpreted in a variety of ways: best application characteristics, coverage, color/gloss retention, highest permeance, lowest permeance, wind-driven rain resistance, corrosion inhibition, etc.
The specification’s vague terms allow the contractor to justify the use of essentially any material, regardless of its long-term performance potential and value for the owner. Relying on the manufacturer’s recommendations without any basis for them is inappropriate. A number of products will be suitable, but absent any performance criteria, the selection will likely be based on cost and availability.
Time Between Priming and Application of Finish
Example: “Do not allow primer to be exposed to ultraviolet light for more than 4 weeks prior to application of coating. If exposure exceeds the 4-week limit, apply additional coat of primer.”
Discussion: The reference to ultraviolet light (sunlight) implies that the primary concern is chalking from exposure to ultraviolet (UV) radiation, but tying a recoat time to length of UV exposure could lead to confrontations when the time approaches four weeks. For instance, disputes could arise as to whether cloudy or rainy days could be excluded, thereby extending the four-week limitation.
Fig. 8: When possible, include tests to support the specification requirements. Here a chalk test according to ASTM D4214 is being performed.
If there is a specific reason for restricting the recoat time to four weeks, such as cure of the primer, confusion could be eliminated by dropping the reference to UV exposure and simply requiring the application of the finish coat(s) within four weeks of applying the primer. If chalking is the concern, the specifier could add chalk tests per ASTM D4214. When possible, standardized tests should be specified to provide verifiable acceptance criteria(Fig. 8).
Another concern when applying additional coatings (even if it is more primer) is the removal of accumulated dust, dirt and debris on the surface. This specification does not address cleaning prior to the application of additional coats, even when the four-week restriction is not violated.
Warranty
Example: “Contractor shall guarantee that all labor and materials provided shall be of first quality, in full compliance with the requirements of the Contract Documents, and free from defect for a period of one (1) year from date of Final Acceptance of the work.
“Contractor shall obtain from the manufacturer of the exterior wall coating system a written warranty which warrants to the Building Owner for a period of five (5) years from the date of Final Acceptance of the work that the exterior coating system shall be free of defects in manufacture and the surface coating will not sustain peeling, cracking or blistering, excessive chalking, excessive chipping, nor allow water penetration, under ordinary wear. This warranty shall provide for sufficient materials to replace products which fail to meet these requirements.”
Discussion: Warranty language needs to be clear, with measurable expectations. Aside from the lack of a definition of “first quality,” the contractor in this case is guaranteeing that the work will be free of defects for one year, and is obtaining a five-year material warranty from the manufacturer for the material, but not the labor. If the coating system fails between years two and five, the most the owner would receive is material.
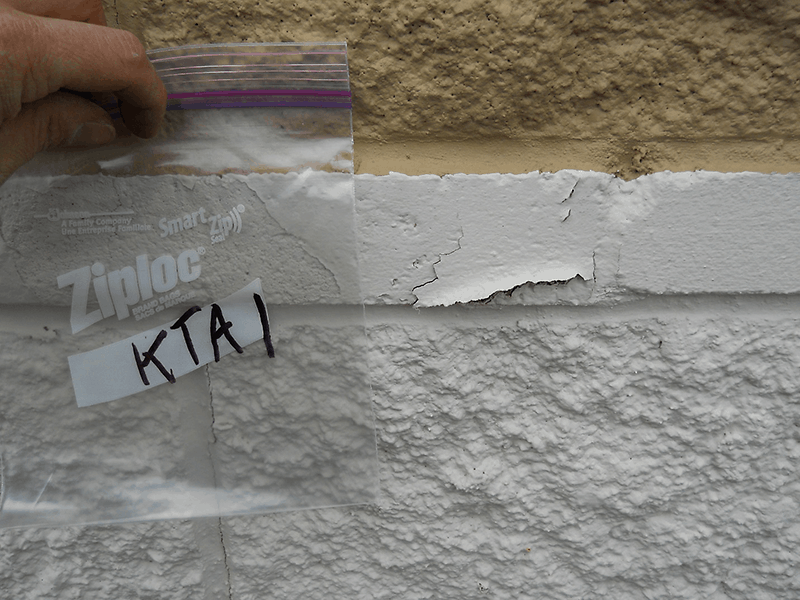
Fig. 9: If the above peeling is discovered in year three, the manufacturer could be dragged into a dispute by virtue of the warranty language, even though the peeling has nothing to do with the product. In this case, the pre-existing coating is separating from the substrate.
The language requires the manufacturer to warrant that the coating will not sustain certain defects. But the defects listed would likely be associated with the quality of cleaning and painting or problems with the building itself, rather than the material—especially if the work involves overcoating an existing material (Fig. 9).
In addition, there are no quantities to frame the expectations. What is the manufacturer’s obligation if there are five blisters scattered across an entire wall? What about 50, or 500 blisters? “Excessive” chalking and chipping are not defined, so enforcement would be difficult. Finally, the definition of “ordinary wear” would likely be challenged in the event of a dispute. A manufacturer is unlikely to agree to such a warranty as written.
Discussion of Specification Quiz
Now, back to the specification quiz. See if your opinions have changed since the beginning of the article.
“The surface temperature/dew point temperature spread for painting shall be 5°F.”
This requirement is unsatisfactory. As written, it requires a five-degree spread between the surface temperature and dew point temperature, no matter which one is higher. While many in the coatings industry know that the surface temperature should be five degrees Fahrenheit or more above the dew point temperature, this is not what the specification states. It requires an absolute five-degree spread. Simple errors like this one also call into question the accuracy of other requirements in the specification.
“The relative humidity during coating application shall be <90%.”
This requirement is clear, since compliance can be readily verified using instrumentation. As written, however, it is unsatisfactory, since the limitation on relative humidity only applies to application, not to drying/curing. If the relative humidity were to jump immediately from <90 percent at the time of application to 100 percent during drying, it is not prohibited by the specification. At a minimum, this language could lead to disputes in the field, and in a worse case, it could necessitate removal and replacement of the applied coating due to blushing or other defects caused by too high a relative humidity during drying and curing.
“There shall be no runs, sags, drips, pinholes, orange peel, overspray, dryspray or other objectionable properties as determined by the Engineer.”
This language is unsatisfactory and raises a number of concerns. As written, no runs, sags, drips, etc. are permitted anywhere on the surfaces being painted. If these discontinuities are seen while the work is in progress or during a final acceptance walk, they must be corrected according to the letter of the specification.
Is such a requirement reasonable or necessary? For your car—yes. But what if the project involves the joists supporting a warehouse roof? Also, what is the definition of “other objectionable properties”? Does the engineer’s determination only apply to what he/she deems to be “other objectionable properties,” or does it provide some latitude regarding the restrictions on no runs, sags, etc.? Might the engineer actually allowsome runs? How does a contractor bid the project without knowing what the engineer might accept or reject once the work begins? This language could create a number of problems during painting.
CONCLUSION
Specifications provide the roadmap needed for successful work completion, and become part of a binding contract between the contractor and the owner. If, however, the requirements are vague, subject to differences in interpretation or contain contradictory requirements, they will undermine a job, and technical flaws in the specification may lead to costly rework and coating failures.
While specification language that is overly prescriptive can be successful in achieving the desired end result, it can also lead to claims if the steps are followed, but the expected end result is not achieved, or if the coating fails. As much as possible, specifiers should clearly and concisely define the expectations, say things only once and leave the means and methods to the contractor.
ABOUT THE AUTHOR: Kenneth A. Trimber is the president of KTA-Tator Inc., Pittsburgh. Trimber has over 40 years of experience in the industrial painting field. He holds a bachelor’s degree from Indiana University of Pennsylvania, and is a NACE-Certified Coatings Inspector and SSPC Protective Coatings Specialist. Trimber is a past president of SSPC and a member of the Standards Review Committee, as well as the chairman of the SSPC’s Commercial Coatings Committee, Surface Preparation Committee and Containment Task Group. He is a past chairman of ASTM D1 on Paints and Related Coatings, Materials, and Applications, and authored “The Industrial Lead Paint Removal Handbook.”






 ABOUT THE AUTHOR: Kenneth A. Trimber is the president of KTA-Tator Inc., Pittsburgh. Trimber has over 40 years of experience in the industrial painting field. He holds a bachelor’s degree from Indiana University of Pennsylvania, and is a NACE-Certified Coatings Inspector and SSPC Protective Coatings Specialist. Trimber is a past president of SSPC and a member of the Standards Review Committee, as well as the chairman of the SSPC’s Commercial Coatings Committee, Surface Preparation Committee and Containment Task Group. He is a past chairman of ASTM D1 on Paints and Related Coatings, Materials, and Applications, and authored “The Industrial Lead Paint Removal Handbook.”
ABOUT THE AUTHOR: Kenneth A. Trimber is the president of KTA-Tator Inc., Pittsburgh. Trimber has over 40 years of experience in the industrial painting field. He holds a bachelor’s degree from Indiana University of Pennsylvania, and is a NACE-Certified Coatings Inspector and SSPC Protective Coatings Specialist. Trimber is a past president of SSPC and a member of the Standards Review Committee, as well as the chairman of the SSPC’s Commercial Coatings Committee, Surface Preparation Committee and Containment Task Group. He is a past chairman of ASTM D1 on Paints and Related Coatings, Materials, and Applications, and authored “The Industrial Lead Paint Removal Handbook.”