
Obtaining SSPC or NACE certification as a coatings inspector or a protective coating specialist is quite an accomplishment and those who achieve one or more of these certifications should be proud. These certifications open doors for many opportunities in the protective coatings industry, and can create both rewarding and prosperous careers.
As certified protective coatings inspectors and/or coating specialists, we have an obligation to work safely, recognize that new standards are always being published and remain current with changes to the industry standards that affect our work. These new standards may be referenced in specifications that we are inspecting to, or should be considered for inclusion in specifications that we are preparing.
So how do you remain current? Organizations like NACE and SSPC use venues such as Materials Performance (MP) and The Journal of Protective Coatings and Linings (JPCL) to disseminate announcements on new standards or updates to existing ones. On-line daily news feeds like PaintSquare News publish briefs when more common industry standards are updated or when new standards are published. ASTM Standardization News (SN) and ASTM SN e-News feature new standards as well, but rarely discuss revisions to existing standards, as these are too numerous to capture. We cannot become complacent about keeping up with industry standards. Without careful, consistent attention to these venues and remaining active in these trade associations we fail to uphold the spirit, if not the letter of our certifications.
Continuing education is another way to remain current; unfortunately there are limited instructor-led or on line “industry update” courses, making it even more challenging.
SSPC and NACE International both have education committees as well as staff responsible for developing new curriculum and revising/updating existing course content. These organizations as well as SSPC- and NACE-approved instructors have a heightened obligation to remain current with new standards as well as changes to existing standards, as we are both educators as well as practitioners. Some organizations and instructors are resistant to change (“… we have taught it this way for years; why change?”), but if we don’t remain current, how can we expect our students or those in the industry to? We were all students at one time. We need to recognize our responsibility to continue to learn throughout our careers. Participation in Train-the-Trainer courses helps us to perfect our delivery techniques, but it is equally important to remain current with technical content we deliver. Unfortunately these types of industry-specific train-the trainer courses are equally difficult to come by. For example, I talked with an inspector who had just recently attended an industry-recognized inspector training course. When questioned, I found out he had not been introduced to the latest version of the SSPC-PA 2 standard for dry film thickness measurement (changes outlined below) or the latest procedure for using replica tape according to the manufacturer’s instructions. How can we in good conscience let new inspectors go out into the coatings field with outdated information on such important inspection standards, simply because our instructors are not current with industry standards and/or the training materials are outdated?
To bridge some of the gap, here are some changes to a few of the more prominent industry standards that occurred in 2014 and early 2015. The information provided is not intended to be comprehensive, but merely to highlight the more significant information. If these standards impact your work, get a copy, read and comprehend its contents and assess how these changes will affect your work or instruction moving forward.
SSPC Surface Preparation Standard No. 1 (SSPC-SP 1) “Solvent Cleaning”
was updated and was published April 23, 2015. The Scope and Definition sections were expanded. The definition prohibits the use of magnification and defines “visible” as detectable with the unaided eye or corrected vision.
SSPC Paint Application Standard No. 2 (SSPC-PA 2), “Procedure for Determining Conformance to Dry Coating Thickness Requirements” was updated from the May 2012 version and was published on January 26, 2015. The information presented in the graphics below illustrates the shortcomings of the 2012 version of the standard and the major updates to the 2015 version of the standard.
SSPC-PA 2 (May 1, 2012) SSPC-PA 2 (January 26, 2015)

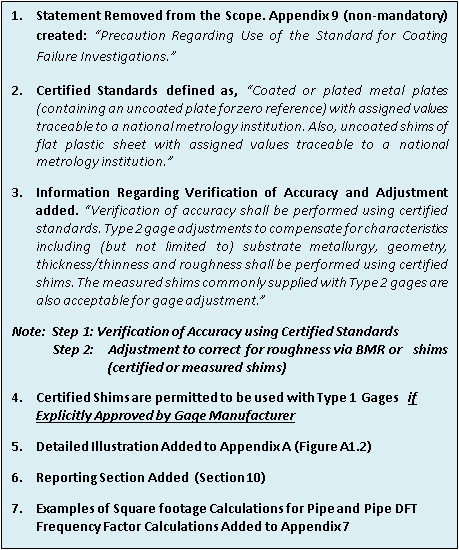
(Click on the images to enlarge them)
ASTM D1640, “Standard Test Methods for Drying, Curing, or Film Formation of Organic Coatings“ was published in February 2015 (as a 2014 standard). While the standard was reapproved in 2009, substantive changes hadn’t been made since 2003. The most significant change in the scope of the standard was the addition of three Test Conditions to the standard. Method A describes a procedure for evaluating a paint/coating under normal drying conditions in a laboratory (2003 (09) version). Methods B, C and D were added to the 2014 version. Method B is also performed in a laboratory, however low air temperatures generated in a temperature-controllable chamber (as agreed upon between contracting parties) are used. Method C is similar to Method B, except that elevated air temperature and humidity conditions generated in a temperature/humidity-controllable chamber (as agreed upon between contracting parties) are used. Finally Method D describes a procedure that can be used in the shop/field to assess drying, curing and film formation properties of an applied coating under actual ambient conditions and surface temperature, which are measured and recorded immediately prior to application of the film. The frequency of testing was refined based on two scenarios: (1) a known dry time (verification only) and (2) an unknown dry time. Clarifications to the various test procedures (dry-to-touch, dry-hard, dry-through, dry-to-recoat) were also made and the reporting section is more comprehensive.
ASTM D4417, “Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel” was published in March 2014. Several reference documents were added, including SSPC-PA 17, which is a procedure for determining conformance to surface profile requirements, and prescribes a frequency of measurement and a procedure for determining whether surface profile measurements obtain according to one of the three methods described in ASTM D4417 or the method described in D7127 (surface roughness characteristics obtained using a portable stylus instrument) conform to the governing project specification or manufacturer’s product data sheet. Perhaps most importantly Method B (depth micrometer) now requires the maximum (of at least 10 readings per area) surface profile to be reported, rather than the average of ten readings per area. While the standard does not address discarding outliers, general consensus is that individual readings that are unusually high or low should be discarded. An update to the standard addressing outlier readings is planned. Another change to the standard is related to Method C (replica tape), wherein two readings per area are now required (verses three readings per area in the 2011 version). When using replica tape it is important for the operator to follow the manufacturer’s instructions carefully, especially if the measured surface profile is in the range of 1.5-2.5 mils, as additional measurements are required when using high temperature (HT) replica tape.
The abrasive cleanliness requirements of the SSPC Abrasive Standards (SSPC-AB 1, AB 2 and AB 3) are automatically invoked (by direct reference) by the SSPC surface cleanliness standards for abrasive blast cleaning (SSPC-SP 7, SP 14, SP 6, SP 10, SP 5 and SP 16). Similarly, SSPC-SP 1 (Solvent Cleaning) and ASTM D4285 (compressed air cleanliness) are also indirect requirements of these same surface cleanliness standards. Abrasive cleanliness encompasses two quality control tests for oil content and elevated conductivity caused by water soluble ionic contamination on the abrasive. Oil content is determined in accordance with ASTM D7393 and no visible oil is permitted. Conductivity of an abrasive extract (in distilled water) is determined according to ASTM D4940. The conductivity threshold established by the SSPC abrasive standards is a maximum of 1000 µS/cm. The SSPC abrasive standards require that the abrasive be tested upon receipt and after each recycle (for re-useable abrasives).
SSPC Surface Preparation Commentary (SSPC-SP COM) was updated to reflect current surface preparation methods and industry standards, and was published March 6, 2015. SSPC-SP COM is intended to aid the coating specifier in selecting methods, materials, and standards for specifying the correct surface preparation for steel and other metals, excluding ductile iron pipe.
AASHTO/NSBA Steel Bridge Collaboration S8.1-2014/SSPC-PA Guide 13, Guide Specification for Application of Coating Systems with Zinc-Rich Primers to Steel Bridges was updated and published in 2014. It represents a consensus on best industry practices for shop application of zinc-rich coating systems to previously uncoated bridge steel, including the proper preparation of the steel. A series of charts are included to simplify the application parameters for a system based on zinc-rich primers on new steel bridges. These charts detail requirements for surface preparation, environmental conditions, coating application, curing, verification testing, and prevention and remediation of non-conformances. The guide specification addresses a three-coat system consisting of primer, intermediate coat, and topcoat, but is also appropriate for application of a two-coat system or a primer only system.

The purpose of the Guide Specification is to establish and define the functions, operations, requirements, and activities needed to achieve consistent quality in steel bridge painting. It is based on a cooperative approach to quality, where the owner’s and contractor’s representatives work together to efficiently paint steel bridges and meet all contractual requirements.
SSPC Technology Guide No. 6 (Guide 6), “Guide for Containing Surface Preparation Debris Generated during Paint Removal Operations” was revised and published May 4, 2015. Some of the updates include: the addition of a reference to Guide 18, “Specifier’s Guide for Determining Containment Class and Environmental Monitoring Strategies for Lead-Paint Removal Projects;” minimum suggested air flow velocities (inside containment) of 100 fpm cross draft and 60 fpm downdraft; the addition of Method G (Visual Assessment of Site Cleanliness) to the list of options for assessing the quantity of emissions from containment; a discussion of grinding tools and impact tools was added to the description of removal methods; and a section describing the effects negative and positive pressure have on the control of emissions is included.

SSPC Technology Update 7 (TU 7) “Conducting Ambient Air, Soil, and Water Sampling During Surface Preparation and Paint Disturbance Activities” was revised and published May 4, 2015. Substantive changes include the siting criteria/sampling considerations for soil, water, and high volume ambient air samples. In addition to these changes, the definition of Adjusted Quarterly Average Allowance was deleted and the definition of Daily Allowance was modified. The ambient air monitoring siting criteria listed in 40 CFR 58 was added, as was a definition of “knowledgeable” visible emission observer.

Authored by: William D. Corbett, PCS, Vice President, Professional Services Business Unit Manager
like this article? you might also enjoy..
https://ktauniversity.com/measuring-coating-thickness-according-to-sspc-pa2-updated-2015/
https://ktauniversity.com/sspc-commercial-coatings-progress-update/
https://ktauniversity.com/sspc-vis-3-guide-for-power-and-hand-tool-cleaning-of-steel-surfaces/
Good stuff Bill. Thank you.
Not only is this important for me a steel inspector, it is also good for me to be aware of with the coating and lining work that goes on in the refinery. Coating contractor’s generally lag behind on the most current specifications and standards. This is certainly something I will be conscience of in both positions.
Continuing education is the best way to remain current. There are a lot of significant techniques to do, maybe you can share it with your other blogs..