Introduction – Precast Concrete refers to concrete that is poured (cast) into a form (mold) at a manufacturing facility and allowed to cure under controlled conditions. A release agent is applied to the form prior to pouring to facilitate removal of the casting from the form. Details on the casting process can be found in Topic 1 of this series, Inspection of the Precast/Prestressed Concrete Fabrication Process. Many items are precast, including bridge girders, noise walls, drainage inlets and culvert pipe. Texture may be incorporated into the surface as part of the design, and depending on the end use, the concrete may need to be coated. The surface texture and coating requirements will determine the degree of surface preparation that is needed or feasible for use.
Prior to surface preparation for coating, all precast concrete should be visually inspected for defects, physical and/or chemical damage, contamination, and excess moisture. Also, the precast concrete must have cured long enough to prevent the selected method of surface preparation from causing an excessive profile or removing too much concrete.
For coatings to perform successfully on precast concrete, the surface may need to be cleaned and roughened. Standards and guides for the preparation of concrete are available from a number of organizations, including the International Concrete Repair Institute (ICRI), American Society of Testing and Materials (ASTM International), the Society for Protective Coatings (SSPC) and NACE International (NACE). A few of the key standards and guides for the preparation of concrete are discussed below.
The Society for Protective Coatings (SSPC), NACE International (NACE), and American Society for Testing and Materials (ASTM)– A standard that is often referenced in precast coatings specifications is SSPC-SP13/NACE 6, Surface Preparation of Concrete, which addresses surface cleaning and mechanical/chemical methods of preparation, with frequent references to ASTM standards.
Surface Cleaning Methods – Surface cleaning methods include vacuum cleaning, air blast cleaning, water cleaning with and without detergent (also called pressure washing or power washing), and steam cleaning (described in ASTM D4258, Surface Cleaning Concrete for Coating).
These methods are used to remove dust, dirt, and other loose surface interference material. Oil and grease, including oil-containing form release agents are removed by detergent water cleaning and steam cleaning. When detergents are used, the surface must be washed with a clean water rinse to remove residual soap. Pressure water cleaning may include additional specification requirements such as the amount of water pressure, nozzle type (e.g., rotating or spinner tip), and restrictions on nozzle stand-off distance from the surface being cleaned.
The surface cleaning methods may be used alone or in conjunction with mechanical and/or chemical cleaning since they do not impart a profile to the surface or remove all laitance and other contaminants. Laitance as defined in SP13 is a thin weak brittle layer of cement and aggregate fines on the surface of the concrete. The coating will adhere to the laitance, but the laitance with the coating attached will disbond from the parent concrete. Mechanical means of preparation, described later, are needed to adequately remove the laitance.

Mechanical Surface Preparation – Mechanical methods of preparation are used to remove contaminants, laitance, existing coatings, and weak concrete. They also expose subsurface voids in the concrete to provide a sound concrete surface with a profile for coating application. Mechanical methods include abrasive blast cleaning, water jetting, and the use of power and impact tools (described in ASTM D4259, Standard Practice for Abrading Concrete). Methods of cleaning that do not use water or are not equipped with vacuums can generate large volumes of dust that must be considered during the design of the project. The design must also account for the control of silica, if present.

Dry and wet abrasive blast cleaning, vacuum-assisted abrasive blast cleaning, and centrifugal shot blast cleaning. These methods efficiently remove laitance and existing coatings to provide a sound concrete surface with a suitable profile for coating adhesion. Wet abrasive blast cleaning or vacuum-assisted blast cleaning can be used to control the emissions, or the work may need to be performed within an enclosure or containment.
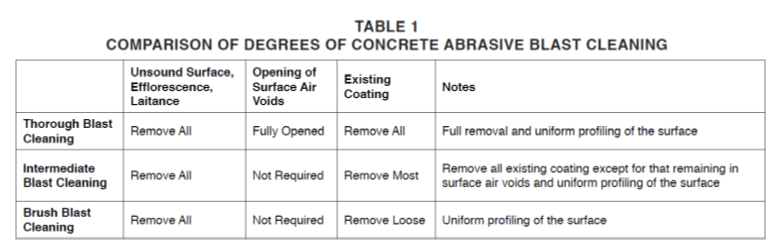
SSPC also publishes three standards that describe different grades of abrasive blast cleaning of concrete and cementitious materials. The differences are primarily related to the amount of existing coating that is removed, but for all three standards, the surface is uniformly profiled. The SSPC standards allow for the use of Concrete Surface Profile replicas when inspecting the profile. The replicas, which are produced by the International Concrete Repair Institute, are described later. Specifications may also include requirements for control of fugitive dust, water runoff and worker exposures.
The three standards are:
SSPC-SP CAB 1 – Thorough Blast Cleaning (highest grade which removes all existing coating)
SSPC-SP CAB 2 – Intermediate Blast Cleaning (removes most existing coating)
SSPC-SP CAB 3 – Brush Blast Cleaning (lowest grade that removes loose coating)
Table 1 from the SSPC-SP CAB standards, copied below, compares the degrees of cleaning:
- High and ultra-high pressure water cleaning and waterjetting. These methods utilize pressurized water (up to 40,000 psi or greater) to remove contaminants, laitance, existing coatings, and weak concrete. By virtue of the water, dust is controlled, but depending on the safety and environmental regulations and the nature of the materials being removed, the water may need to be contained for disposal. Also, if the water is laden with concrete dust, containment and disposal may be needed because when the water evaporates, the dust will remain on the surface and become airborne when disturbed (e.g., by traffic).
- Impact tools for scarifying, scabbling, and rotary peening. These methods remove contaminants, laitance, existing coatings, and weak concrete, but they may also fracture the concrete and cause micro cracks. Since the cracks might yield concrete with weakened tensile strength or loose aggregate, abrasive blasting or high/ultra-high water cleaning are often preferred over impact tools.
- Power tools such as circular grinders, sanders and wire brushes. These power tools are used to remove laitance, existing coatings, weak concrete, and protrusions. The type of power tool must be selected with consideration of the required surface profile. When the surface has been previously coated, if it is necessary to remove all the coating from the “nooks and crannies” of the surface, power tools may not be the best choice as excessive concrete may need to be removed to eliminate all paint, and an excessively deep profile created. Power tools may also shave or fracture the aggregate.

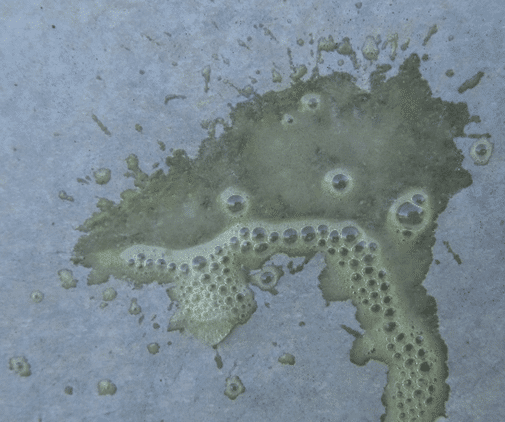
Chemical cleaning – acid etching –Acid Etching can be used to remove laitance and weak concrete and provide a profile for painting (described in ASTM D4260, Standard Practice for Liquid and Gelled Acid Etching of Concrete). Acid etching cannot be used when curing compounds, sealers, or grease and oil are present since they prevent the acid from making intimate contact with the concrete surface, rendering its use ineffective. If there are questions as to whether sealers of curing compounds are present, the surface can be tested by dripping a small amount of acid onto the precast. If the acid bubbles and fizzes, there is nothing on the surface that will prevent the acid from etching the concrete. If the acid does not react, other methods of preparation are needed to first remove the interfering material. Acid etching is also limited to flatwork concrete and should not be used where contact with metal rebar or fibers is possible. After the acid reacts with and etches the concrete, the surface needs to be washed to completely remove all reaction products. The pH of the surface must also be measured to confirm complete removal of the acid. Procedures should also be in place for handling, containing, and disposing the spent acid.\
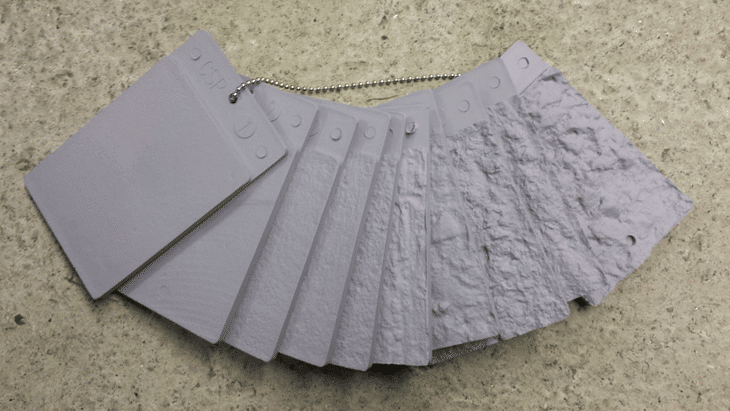
International Concrete Repair Institute (ICRI) – The International Concrete Repair Institute (ICRI) publishes a guidance document that describes different methods of cleaning and the typical range of surface profiles achieved by each of the methods. ICRI Guideline 310.2, Selecting and Specifying Concrete Surface Preparation for Sealers, Coatings and Polymer Overlays, describes the use of detergent cleaning, low and high-pressure water cleaning, acid etching, grinding, needle scaling, scarifying, scabbling, milling, abrasive blast cleaning, and steel shot blast cleaning. ICRI also produces ten Concrete Surface Profile (CSP) coupons to provide a visual and tactile representation of the roughness created by the methods described in Guideline 310.2. The profile of the coupons ranges from CSP1 (nearly smooth) to CSP10 (very rough).
Jobsite Examples – A few examples are presented below where pressure water cleaning was specified.


Conclusion – Precast concrete can be successfully coated with paint, stain, or water repellent to both protect and beautify the surface. In order for the materials to perform, the surface needs to be prepared prior to application. Several methods for preparing surfaces are available, ranging from simple surface cleaning by washing or blowing down with compressed air, to more aggressive mechanical cleaning using power tools or abrasive blast cleaning. The method of preparation must be selected with consideration of the cleaning and surface profile requirements of the products that will be applied and the need to maintain a desired surface texture.
Topics in this precast concrete series:
Topic 1 – Inspection of the Precast/Prestressed Concrete Fabrication Process
Topic 2 – Preparation of Precast Concrete for Painting
Topic 3 – Coatings, Stains, and Water Repellents for Precast Concrete
Topic 4 – Inspection of Surface Preparation and Coating Application