Introduction – Hot dip galvanizing is cleaned and painted for both beautification and protection. This coated galvanizing system is commonly called a Duplex System. In order for coatings to adhere and provide the desired service life, the quality of surface preparation and coating application must be assured. This can be accomplished by thoroughly inspecting each phase of the work. While the general types of inspections performed mimic those conducted for cleaning and coating steel, there are also some significant differences. Much of the information in this article is based on the requirements of ASTM D6386, Preparation of Zinc (Hot-Dipped Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Painting and D7803 Preparation of Zinc (Hot-Dipped Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Painting for Powder Coating.
Inspection Steps – Each step of the cleaning and painting process for galvanizing should be monitored. Inspections include the following:
- Inspection for chromate treatment
Chromate treatment (conversion coating) is often a final step in the galvanizing process to protect the components from wet storage stain during storage and transport. It will adversely affect adhesion of subsequently applied coatings and should be omitted or removed if the galvanizing will be painted. This should not be confused with treatments which do not interfere with coating adhesion, such as acrylic passivation/pretreatment or zinc phosphate treatment. Another galvanizing process that can interfere with coating adhesion is water quenching. The use of a chromate treatment or water quenching should be determined prior to the application of coatings.
- Written documentation or correspondence from the galvanizer should be obtained confirming that a chromate treatment or water quenching was not used.
- If they were used, mechanical or chemical methods of preparation will be needed to achieve acceptable coating adhesion.
- If it is not known if a chromate conversion coating was used, the surface can be tested.
SSPC-SP16 provides a method of testing for the presence of passivating treatments (note that the test will determine whether a pretreatment was used, but not the type). Three one-inch square areas are marked on the galvanized component. One is left untouched, one is solvent cleaned, and the third is solvent cleaned then lightly sanded. A copper sulfate solution is applied to all three areas. The presence of passivation is indicated if the solution does not turn the test areas black, or by how long it takes to do so. If it is determined that a passivation treatment has been applied, further laboratory testing should be undertaken to determine if it is chromate (which cannot be painted) or another such as acrylic passivation (which can be painted). If time is not available for laboratory testing, a mechanical or chemical surface preparation method that removes the passivation should be employed and the component retested prior to coating to demonstrate that the passivation by-product has been removed.

- 2. Removal of galvanizing lumps, inclusions, etc.
The coating standards require that drips, lumps, inclusions (dross), roughness at the drip edges, etc., must be smoothed to avoid gaps in the paint film. Note that if the item is not being coated, some of these irregularities may not be considered as defects under ASTM A123, Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products. Removal for painting can be accomplished using hand or power tools, but care must be taken to ensure that the high spots are only smoothed to the level of the surrounding galvanized coating. The component should then be inspected to make sure that the remaining galvanizing is uniform and at the specified thickness. Although not related to the inspection process, there may be a dispute as to who is responsible for the removal, especially if the galvanizer was not told in advance that the item would be painted.
- This requires visual and tactile inspection to identify any surface irregularities that must be removed or smoothed.
- Dry film thickness readings of areas that were addressed should be taken to confirm the specified amount of galvanizing remains. Measurements are according to ASTM E376, Standard Practice for Measuring Coating Thickness by Magnetic-Field or Eddy Current (Electromagnetic) Testing Methods.


- 3. Removal of grease and oil
If grease or oil are present on the surface to be painted, they must be removed prior to coating. Procedures from SSPC-SP 1, Solvent Cleaning can be utilized. ASTM D6386 and D7803 also describe the use of alkaline solutions for cleaning.
- Detection of grease and oil is primarily a visual and tactile inspection. A clean cloth can be wiped over the surface and inspected for evidence of remaining grease or oil.
- Drying of components per the standards is critical if wet methods of cleaning are used.
- 4. Removal of wet storage stain
Wet storage stain is a corrosion product that builds up when the galvanized surface is exposed to long term wetness or standing water and deprived of free-flowing air. Left unchecked it can cause significant deterioration of the galvanized surface. It is white or gray in appearance although it can be black in extreme cases, indicating substantial corrosion of the zinc coating. Wet storage stain can be removed by scrubbing with hard or soft bristle brushes (not wire). A mild ammonia or acidic solution can increase the effectiveness of the scrubbing and must be followed by a thorough rinsing. Forced drying is typically recommended to slow the start of additional oxidation of the galvanized surfaces. Wet storage stain can also be removed by hand or power tool cleaning. These options are more thoroughly described in ASTM D638 and D7803.
- Inspection for wet storage stain is visual. Dry film thickness of the galvanizing after cleaning should be taken to confirm that it still meets the specification requirements.
- 5. Surface preparation and roughening of galvanizing
Galvanized surfaces must be cleaned and may also need to be roughened prior to coating application. Cleaning should remove all foreign material such as grease, oil, and dirt. Galvanizing has 3 stages of weathering. First stage is new with no exposure to moisture or quenching. Second stage is partially weathered which is greater than 48 hours and up to 12 months. Third stage is fully weathered and it may take 2 years to fully weather. The stages describe the conversion of zinc surface to oxide to hydroxide to carbonate. Zinc oxide/hydroxide begins to form within a few days on galvanizing with exposure to moisture and must be removed since it is poorly adhered. Zinc carbonate which is the final atmospheric conversion of the zinc is stable and is generally well adhered and rough on its own and can be successfully coated. The partially weathered galvanizing is the most problematic for painting for adhesion issues and must be removed prior to any coating. Many coating systems also require a profile on the surface to increase adhesion to the galvanize surfaces, so if specified, an inspection of roughening may also be required.

Techniques for removing grease, oil, and wet storage stain have been addressed. If a roughened surface is required more aggressive cleaning procedures can be used or additional mechanical steps taken. Note that if acid etch wash primers, zinc phosphate treatments, or acrylic passivation had been used, additional roughening is likely not needed to achieve suitable coating adhesion. They react chemically with the zinc to roughen the surface and may be overcoated. A variety of formulations are available, and the specifier must select an appropriate system based on service environment, compatibility with the desired overcoat, and coating manufacturer recommendations. Remember, however, that the treatments may not be equally usable depending on whether the item is being painted or powder coated.
Mechanical surface roughening by grinding can be used to remove light zinc salts and surface imperfections as previously described. Grinding can also produce a surface profile suitable for coating adhesion, but care must be taken to minimize the removal of galvanizing thickness. If rusting is present. specifications often specify removal of the corrosion to SSPC-SP11, Power Tool Cleaning to Bare Metal. Power wire brushes, if used, may be problematic since they can polish the galvanizing.
Abrasive blast cleaning is also commonly used to roughen the galvanized surface and to remove the zinc oxide/hydroxide. SSPC-SP 16, Brush-Off Blast Cleaning of Coated and Uncoated Galvanized Steel, Stainless Steels, and Non-Ferrous Metals is often specified for this purpose. SSPC-SP16 outlines the requirements for pre-cleaning, removal of wet storage stain, and testing for passivation treatments before blast cleaning. It discusses selection of blast media and reduced nozzle pressure to create the desired dense profile without unnecessary reduction of thickness of the galvanizing. If SSPC-SP16 is specified, the surface must be inspected for compliance with the standard.
- Inspection of cleaned and roughened galvanized steel includes the visual inspection and testing of the cleaning process.
- Removal of grease and oil, and wet storage stain should be confirmed as described in #3 and #4.
- If chemical methods are used proper mixing/dilution and contact time are critical and should be documented. Thorough rinsing and drying are equally important and should be recorded.
- If power tools are used for smoothing, visual and tactile inspection can confirm removal of imperfections per #2, and creation of a uniform profiled surface if creating a profile is the goal. Thickness must be measured after preparation as described in the next-to-last bullet below.
- If blast cleaning per SSPC-SP16 is specified, inspections must be made for compliance with the standard, including the abrasive media and reduced nozzle pressures. Cleanliness of the abrasive and compressed air also need to be confirmed. ASTM D 7393 Method for Indicating Oil in Abrasive can be used to detect oil or other contamination of the abrasive. ASTM D 4285 Standard Test Method for Indicating Oil and Water in Compressed Air is commonly performed at least once per shift to assure that the compressed air itself is not contaminated. Thickness of the galvanizing after cleaning must be measured as described the next-to-last bullet below.
- If the specification requires a specific profile after roughening, measurements should be taken. ASTM D 4417 Standard Test Methods for Field Testing of Surface Profile of Blast Cleaned Steel Method C (Testex Tape) is commonly used and references SSPC-PA 17, Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements for determining test locations and compliance of measurements to the specification.
- Thickness of the Galvanizing should be measured before and after cleaning or roughening, per ASTM E376. The thickness prior to painting should meet ASTM A123 or the project specification.
- Immediately prior to painting, the cleaned surface should be visually inspected for uniform coverage, surface contaminants, and removal of dust and abrasive blast residue.
- 6. Time between cleaning and painting
Fresh galvanized surfaces can quickly begin to oxidize and become contaminated when exposed to air and moisture. Records should be kept of the time elapsed between surface preparation and coating application as oxidation of the zinc galvanizing will occurs quickly after cleaning just as it does after removal from the galvanizing tank. If moisture is present, it should be dried as quickly as possible as it accelerates the oxidation process. ASTM D 6386 recommends painting within one hour but no longer than 8 hours following the cleaning process. Specifications may be more restrictive.
- The inspector should measure and record the time between cleaning and painting for compliance with the specification requirements, together with the drying methods used, if applicable.
- 7. Ambient conditions
Ambient conditions (relative humidity, dew point, air and surface temperature) are critical when coating galvanized surfaces because of the propensity of zinc salts to form. High humidity or condensation on the components can quickly produce zinc oxides which contaminate the surface. This relates to the short time allowed between cleaning and applying coatings to the components as discussed in #6 above.
- Ambient conditions should be measured and recorded before, during and after surface preparation and coating application, and anytime a change may occur in the conditions.
- If components are stored or transferred from one location to another between surface preparation and painting, the conditions should also be monitored and recorded during this process.
- 8. Inspection of mixing and application
Coatings applied over galvanizing normally fall into two categories – liquid coatings and powder coatings. Liquid coatings include the products frequently encountered in industrial painting such as acrylic, epoxy, and urethane. Inspection of mixing and application include:
- For each mix the inspector should observe and record the coating name and type, batch number, expiration date, thinner used, mix time and temperature of mixed material, induction time and pot life if applicable, and amount of material mixed and used. Any additional requirements per the specification or product data (splitting of kits, method of mixing) should also be observed and noted.
- Observations recorded during application include the method of application and equipment used, time between surface preparation and application, start and stop time of application, and amount of material applied. Observation of quality concerns (runs, drips, overspray) should be noted and addressed during application (e.g., brushing out runs) or revisited during the inspection of the cured coating.
Powder coatings are also commonly applied to galvanized surfaces. These are thermoplastic or thermoset polymers that are typically applied electrostatically in powder form and cured by heat to produce a hard, durable coating. While surface preparation is addressed in a different standard and is essentially the same as for painting – ASTM D7803, Preparation of Zinc (Hot-Dip Galvanized) Coated Iron and Steel Product and Hardware Surfaces for Powder Coating, there is one notable difference. Heating the item. Preheating is used to remove entrapped gasses from the galvanizing process must escape prior to applying and baking the powder coating; otherwise, pinholing or blistering can occur. D7803 addresses the temperature differences for prebaking and curing of the powder.
The inspector should record the following for painting or powder coating:
- Pre-baking process (temperature and duration) for powder coating
- Name and batch number of the materials applied.
- Time from surface preparation to application.
- Application equipment used
- Temperature and duration of bake after application of powder coating.
- 9. Wet Film Thickness (WFT)
Measurement of dry film thickness as described in #10 below can be quite complicated due to variations in the thickness of the underlying galvanizing. Measurement of the wet film during application of liquid coatings is unaffected by the thickness of the underlying galvanizing and is a valuable aid in assuring the proper amount of coating is applied. Wet film thickness is typically performed using a notched wet film thickness gage.
- The inspector should record the number of WFT readings taken and the areas in which they were taken. The wet film needed to achieve the specified dry film can be found in the manufacturer’s product data sheets or by using the following formulas:
- Formula 1 is the base formula showing the relationship between the DFT to be applied to achieve the desired DFT:
Formula 1: Wet Film Thickness = Specified Dry Film Thickness ÷ % Solids by Volume.
For example, if the desired dry film thickness is 6.0 mils and the paint is 80% solids by volume, the wet film thickness is 7.5 mils (i.e., 6.0 mils ÷ 0.8 = 7.5 mils)
- If thinner is added to the paint, use Formula 2 to first determine the new solids by volume of the paint after thinning, then insert the new % solids by volume into Formula 1:
Formula 2: New % Solids by Volume = % Solids by Volume as packaged ÷ (100 + % thinner added).
For example, if the solids by volume as packaged is 80% and the paint is thinned 15%, the new solids by volume is 70% (i.e., 0.8 ÷ 1.15 = 70%)
- Based on the new % solids by volume, the wet film thickness required to achieve 6.0 mils dry after thinning the coating 15% is 8.5 mils (i.e., 6 mils ÷ 0.7 = 8.5 mils)
- In summary, in the above example, 7.5 mils wet is applied to achieve 6.0 mils dry if the coating is not thinned. If the coating is thinned 15%, 8.5 mils wet is applied to achieve the same 6.0 mils dry.
- 10. Dry Film Thickness (DFT)
Dry film thickness (DFT) readings are taken at a variety of steps during the duplex coating process. You can expect to take readings after the galvanizing process to assure the piece is properly galvanized (per ASTM A123 as discussed in Topic 3 of this Galvanizing series), and before and after surface preparation to verify that too much galvanizing was not removed and the minimum specified thickness remains. Those readings are taken in accordance with ASTM E376. DFT readings are taken again after coating application to verify proper thickness of the liquid or powder coating. In this case the readings are taken according to SSPC-PA2, Procedure for Determining Conformance to Dry Coating Thickness Requirements and ASTM D 7091, Standard Practice for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied to Non-Ferrous Metals. Because a standard DFT gage will read the combined thickness of the duplex system (galvanizing plus the coating) the inspector must subtract the thickness of the galvanizing to determine the thickness of the liquid or powder coating.
Many factors in the galvanizing process can influence the thickness of galvanizing and create significant variance on individual components. ASTM A 123 provides for a minimum thickness of galvanizing based on structural shape and thickness of the steel, but no maximum value. This variation in the galvanizing thickness can be enough to make it difficult, if not impossible, to determine the precise thickness of the liquid or powder coating. For instance, if you are trying to measure 3.0 to 5.0 mils of liquid epoxy coating galvanizing using traditional gages, the actual thickness of the galvanizing in the precise location where the reading is taken will be unknown. All that may be available is the range of galvanizing thickness that is present, which can vary widely. In this case, a total thickness reading of 6.0 mils, might be 3.0 mils of galvanizing and 3.0 mils of epoxy which is acceptable. Alternatively, that same 6.0 mil reading might be comprised of 5.0 mils of galvanizing and only 1.0 mil of epoxy, which is unacceptable.
SSPC-PA2, requires the determination of a base metal reading (the galvanizing in this case), which is deducted from the total thickness reading. In theory, if the base metal reading of the galvanizing was known, the thickness of the liquid or powder coating can be determined. But unless the base metal reading is taken in the precise locations where the liquid or powder coating will be measured, the true thickness cannot be determined unless done destructively by the use of a Tooke gage.
One solution is the use the Type 2 DFT gauges described in ASTM D 7091 that combine magnetic induction principals (used to measure the thickness of non-metallic coatings over ferrous substrates – i.e., the galvanizing and liquid or powder coating combined) with eddy current principals that are used to measure the thickness of non-metallic coatings over non-ferrous metals (i.e., the thickness of the liquid or powder coating over the galvanizing). By incorporating both principles into a single gage, at each measurement location readings can be obtained of the total duplex system or broken into the galvanizing layer and the topcoat layer.
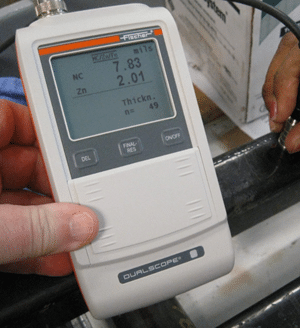
The dual probe gage will not distinguish between two layers of topcoat, only the combined thickness of the topcoats. This provides an accurate assessment of coating thickness at the specific point of measurement. It should be noted that acceptance of the galvanizing thickness for each material category per ASTM A123 will have been completed prior to painting as described in Topic 3 of this series. Measurement of the galvanizing at this point is primarily for the purpose of determining the thickness of the paint or powder coating applied over it. Measurement of the paint or powder coating thickness is done per SSPC-PA2, which is based on the surface area of the item being inspected and is easily done with the dual probe gage. If a traditional thicknes gage is used, then it is necessary to map the galvanizing thickness by material category for the item being measured in order to have a base metal reading to subtract. This mapping has to occur prior to applying a liquid or powder coating to the galvanizing.

- The frequency and location of DFT measurements of the galvanizing per ASTM A123 (as discussed in Topic 3) will be taken according to ASTM E376, which is different than the frequency and locations of the DFT measurements of the liquid or powder coating per SSPC-PA2. The thickness of the galvanizing should have been measured for compliance prior to applying the liquid or powder coatings as discussed in Topic 3 of this series.
- DFT readings of the liquid or powder coating should be taken to verify that the specified thickness is achieved. ASTM D 7091 and SSPC-PA 2 are used for this purpose, but unless the thickness of the galvanizing in the precise locations where the subsequent measurements are taken is known, it is not possible to determine what portion of the total measurement represents the thickness of the liquid or powder coating.
- This problem can be overcome by using a dual probe DFT gage, which will provide the thickness of the liquid or powder coatings separately from the galvanizing. Note that If multiple liquid coats have been applied, the gage will measure the thickness of all coats combined, not the individual layers.
- If the dual probe gage is not available, the thickness of the liquid or powder coating can be determined by destructive testing, such as the Tooke Gage per ASTM D4138, Standard Practices for Measurement of Dry Film Thickness of Protective Coating Systems by Destructive, Cross-Sectioning Means.
- 11.Visual appearance, coverage, runs, sags, etc.
Coatings over galvanizing should be inspected visually for defects. The coatings may be applied for aesthetic reasons and a smooth, uniform surface is required. Defects can also reduce the protective properties of the coating system as pinholes, runs, holidays (gaps in coverage), etc., can reduce the effectiveness of the duplex system. Guidelines for visual acceptance should be part of the coating specification.
- Visual inspection of the entire surface of the coated components is required. Defects noted and any repairs performed should be documented on the inspection records.
- 12. Adhesion Testing
While it is typically discouraged to conduct destructive adhesion tests on any painted items, the specification may require that the adhesion of the liquid or powder coating be tested. If adhesion testing is required, the specification should also provide the acceptance criteria. Adhesion testing is either pull off (tensile) or shear (knife cutting and probing). Suitable adhesion test methods are:
ASTM D4541, Pull-Off Strength of Coatings Using Portable Adhesion Testers
ASTM D3359, Standard Test Methods for Rating Adhesion by Tape Test
ASTMD6677, Standard Test Method for Evaluating Adhesion by Knife
(Note: the stout knife test per ASTM A123 is for the adhesion of the galvanizing to the steel, not the paint to the galvanizing.)
- If adhesion testing is specified, the type of testing performed, test locations, and test results should be recorded.
- If specified, this can be performed on witness panels prepared at the same time to avoid destructive testing of the actual components.
Conclusion – The application of liquid coatings or powder coating to hot-dip galvanizing can provide long-lasting corrosion protection provided the quality of both the surface preparation and application is controlled and verified. Many inspection steps are required to monitor the process from initial cleaning of the galvanizing through final verification of coating thickness and continuity. Properly applied duplex coating systems are believed to last longer than the combined life span of either the galvanizing or coating alone and will improve the aesthetics.
Other topics in this galvanizing series:
Topic 1 – Inspection of the galvanizing process
Topic 2 – Problems with galvanizing reactive steel
Topic 3 – Measurement of galvanizing thickness
Topic 4 – Preparation of galvanizing for painting
Topic 5 – Coatings for galvanizing
Topic 6 – Inspection of surface preparation and coating application