Today it’s fairly common knowledge that lead can be found in older industrial, marine, and even some commercial coating systems on existing structures. But just because the coating system is old doesn’t guarantee that lead is present. And the opposite holds true as well – just because the coating system is new doesn’t necessarily mean that one or more of the coatings does not contain lead. In fact, lead is still being used today in certain coating formulations (think safety yellow – lead chromate), and it can still be found in trace amounts as a contaminant in some zinc-rich primers. Given the prevalence of lead in older coating systems, and the potential for lead to be present in newer coating systems (albeit in much lower concentrations than older coating systems), common sense dictates that the presence or absence of lead should be confirmed prior to performing any paint renovation or disturbance activities. So just how can the presence of lead in paint be determined, and who’s responsible for making those determinations?
Determining the Presence of Lead
There are several options available for determining the presence of lead in a coating system. Wet chemical testing (i.e., rhodizonate swabs) and X-ray fluorescence (XRF) are the only available alternatives for verifying the presence of lead in the field. Paint sampling provides the most definitive and quantitative approach to determining if lead is present but it requires laboratory analysis. The advantages and limitations of each of these three options will be discussed below.
Option 1: Wet chemical tests – There are two different types of wet chemical tests – rhodizonate (e.g., LeadCheck swabs) and sodium sulfide. Rhodizonate reliably turns pink within 30-60 seconds in the presence of lead at concentrations greater than 5,000 parts per million (ppm), or 0.5% but may indicate lead in paint as low as 600 ppm. However, when the paint being sampled contains lead chromate, the swab may not turn pink for up to 18 hours. Sodium sulfide turns black in the presence of lead, although it can also turn black in the presence of iron, so its use on steel is not practical.
 The LeadCheck swab looks like a cigarette. The swab contains two ampoules that contain chemical reagents. To activate the chemical reagents, the two ampoules are cracked then shaken to allow the reagents to mix together. The swab is then squeezed to move the mixed reagents to the tip of the swab. The actual sampling of the coating system involves scoring the coating down through each of the layers to the substrate and swiping the swab over the scored area. Since lead is commonly present in the primer layer, it is important to expose the entire coating system history.
The LeadCheck swab looks like a cigarette. The swab contains two ampoules that contain chemical reagents. To activate the chemical reagents, the two ampoules are cracked then shaken to allow the reagents to mix together. The swab is then squeezed to move the mixed reagents to the tip of the swab. The actual sampling of the coating system involves scoring the coating down through each of the layers to the substrate and swiping the swab over the scored area. Since lead is commonly present in the primer layer, it is important to expose the entire coating system history.
Advantages:
- Immediate feedback in the field, except when it is suspected that the paint being sampled contains lead chromate;
- No training or certification required to test for the presence of lead
Limitations:
- Results are not quantitative (indication is positive or negative);
- The swabs are only reliable when lead concentrations exceed 5,000 ppm;
- False negatives may occur – the swab may not turn pink but that doesn’t mean that lead isn’t present in the coating (the concentration is below the limit of detection);
- Negative results should be confirmed through paint sampling;
- Unable to detect other toxic metals
Option 2: X-Ray Fluorescence (XRF) – XRF analysis involves the use of a hand held instrument that emits gamma radiation, causing lead atoms to emit x-rays. XRF testing is commonly used to identify lead concentrations in HUD properties, but hasn’t seen much application in the industrial coating industry due to interferences from steel.
Advantages:
- Immediate feedback in the field
- Presence of lead can be assumed when concentrations above 5,000 ppm are gained
Limitations:
- Limits of detection (in the range of 1,000-5,000 ppm) are too high to determine if a potential hazard exists on an industrial painting project;
- Results may be impacted by interferences from steel substrates;
- False negatives may occur; therefore, non-detectable or inconclusive readings should be confirmed through paint sampling;
- Not able to detect other toxic metals;
- Emits gamma radiation so operation of instrumentation requires trained and licensed workers and the company that owns the analyzer needs to have a radiological license;
- Instrumentation carries a substantial price tag
Option 3: Paint Sampling
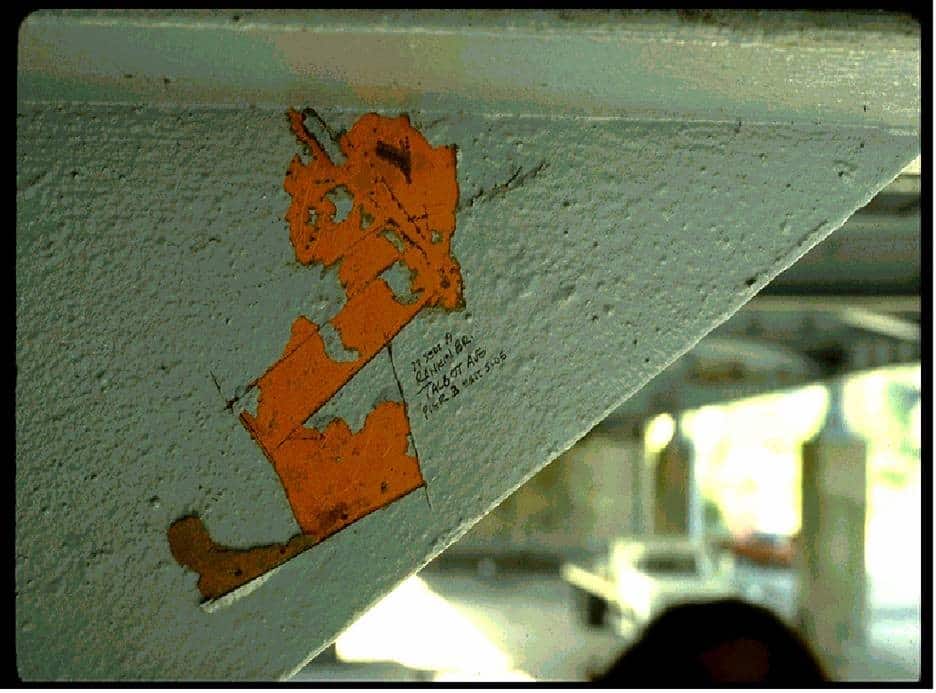
 Paint sampling involves the collection of actual samples (e.g., scrapings) of the coating system, through all coating layers, down to substrate. Typically, a utility knife or chisel is used and the paint shavings are collected in a zip-loc bag and forwarded to a laboratory for analysis. When collecting paint samples, caution needs to be taken to ensure that enough sample volume is collected for the laboratory analysis – for most coating systems, the removal of all of the coating within a 3-square inch area down to the substrate provides an adequate sample volume. However, consider scraping all of the paint within a 6-square inch area if analysis for hexavalent chromium will be conducted. Some thought and pre-planning needs to go into how many samples should be collected and from what substrates. One of the keys to paint sampling is to ensure collection of random, representative samples. Typically, this involves the collection of 3 samples per similarly coated area.
Paint sampling involves the collection of actual samples (e.g., scrapings) of the coating system, through all coating layers, down to substrate. Typically, a utility knife or chisel is used and the paint shavings are collected in a zip-loc bag and forwarded to a laboratory for analysis. When collecting paint samples, caution needs to be taken to ensure that enough sample volume is collected for the laboratory analysis – for most coating systems, the removal of all of the coating within a 3-square inch area down to the substrate provides an adequate sample volume. However, consider scraping all of the paint within a 6-square inch area if analysis for hexavalent chromium will be conducted. Some thought and pre-planning needs to go into how many samples should be collected and from what substrates. One of the keys to paint sampling is to ensure collection of random, representative samples. Typically, this involves the collection of 3 samples per similarly coated area.
Advantages:
- Low limits of detection are possible, especially when the samples are analyzed using Inductively Coupled Plasma (ICP) spectroscopy instead of atomic absorption spectroscopy
- Results are quantitative;
- When non-detectable results are obtained, it can be assumed that the paint system does not contain lead, provided a representative number of samples were collected and analyzed, and the laboratory utilized a viable analytical method;
- No training or certification is required to collect the samples, although some training or experience in determining number of samples (3 per similar areas) to be collected is helpful;
- Paint samples can be analyzed for toxic metals other than lead
Limitation:
- Results are not immediate – A laboratory must digest and analyze the samples. A 5-7 day response time is common unless rush service is requested (additional fee often applies)
Who is Responsible for Determining the Presence of Lead?
The ultimate responsibility for determining if lead is present in a coating system lies with the employer of the workers who will be potentially exposed. In most cases in the industrial coating industry, this will be the painting contractor, although other construction trades may be performing work activities that could result in potential exposure to lead. The employer has an obligation under OSHA’s General Duty Clause to provide a work environment that is free of recognized hazards that are causing or are likely to cause death or serious physical harm to its employees. To meet this obligation, the Contractor has the responsibility to determine if lead is present in the coating system to be repaired or disturbed. Additionally, the OSHA Lead in Construction Standard (29 CFR 1926.62) places additional obligations on the employer to protect its employees from exposures to lead.
While the Owner of the structure being renovated or repaired doesn’t have the same statutory obligations as the employer/contractor for determining if lead is present, there are some compelling and prudent reasons why they may choose to provide the contractor with information related to the concentration of lead in the coating system. For starters, providing information related to whether lead is present allows for accurate bidding and for ease in comparing bids. Additionally, indicating in the contract documents or specification that the coating system contains lead can hopefully limit the need for change orders (and the associated hassles) after the project has been awarded.