Abrasive blast cleaning is the process by which an abrasive media is propelled through hoses and a blast nozzle by means of compressed air. The abrasive exits the nozzle at a high rate of speed (velocities approaching 650 – 1,700 feet per second) and as it impacts the surface removes existing materials and imparts a roughness (surface profile). The abrasive used varies based on the surface treatment required. Performance characteristics and evaluations are very important when determining which abrasive media to select for a specific project.
 Abrasive media is available in different shapes and sizes. The size and shape as well as the force with which the abrasive is propelled to the surface are key factors in determining surface roughness characteristics. Most industrial coating systems require an anchor profile on the surface or substrate for adhesion. Coating thickness will dictate the required surface profile depth, which helps determine the size of abrasive to use. When choosing an abrasive size, it is important to remember that either too deep of an anchor profile or too shallow of an anchor profile may result in coating performance issues and/or failure.
Abrasive media is available in different shapes and sizes. The size and shape as well as the force with which the abrasive is propelled to the surface are key factors in determining surface roughness characteristics. Most industrial coating systems require an anchor profile on the surface or substrate for adhesion. Coating thickness will dictate the required surface profile depth, which helps determine the size of abrasive to use. When choosing an abrasive size, it is important to remember that either too deep of an anchor profile or too shallow of an anchor profile may result in coating performance issues and/or failure.
Types of Abrasives
Various abrasive types offer different advantages depending on the intended use. It is important to understand the differences and to select the appropriate media for the job. Table 1 lists the different types of abrasive media, ideal uses. and certain characteristics. Abrasives used for blast cleaning are generally divided into two categories: expendable and recyclable. Expendable abrasives are highly friable and breakdown at a relatively high rate, making them too small (and too dusty) to reuse; while recyclable abrasives can be used multiple times, since their inherent friability is low.
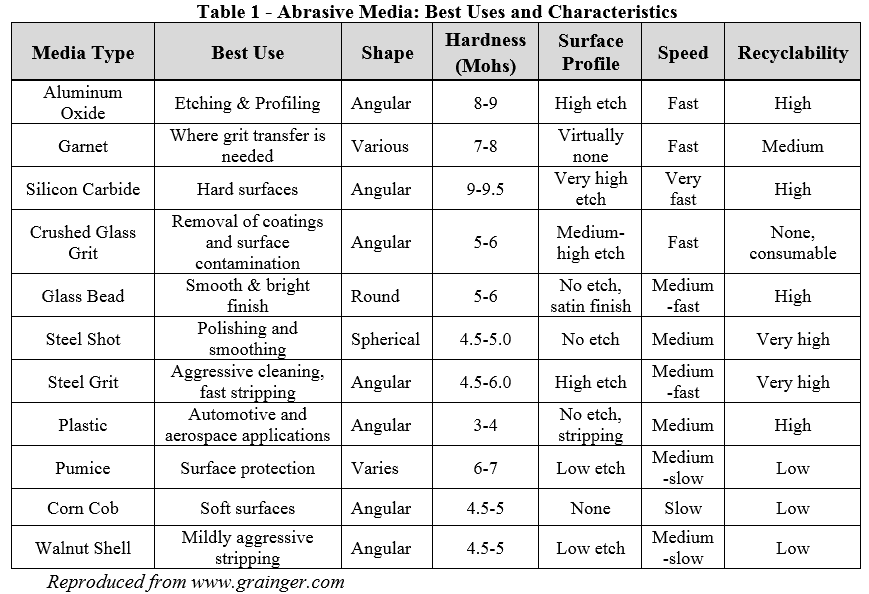
Media selection is a critical decision in the development of abrasive blast cleaning processes. The different media types have a different hardness, shape, and density, and most are available in a wide range of particle sizes. It is recommended to prepare a project-specific standard to verify that the cleaning rate and surface roughness characteristics can be achieved with the selected media, based on the equipment type and operating parameters, prior to production work.
 Traditionally blast cleaning has been considered a “low tech” process, generically called sand blasting. Today however, abrasive blast cleaning is a vital process used not only to remove rust, but to prepare surfaces for high performance coatings or to treat final products to give them the luster and surface texture desired by a consumer.
Traditionally blast cleaning has been considered a “low tech” process, generically called sand blasting. Today however, abrasive blast cleaning is a vital process used not only to remove rust, but to prepare surfaces for high performance coatings or to treat final products to give them the luster and surface texture desired by a consumer.
Standards used to Evaluate Abrasive Media
The abrasive industry is reasonably competitive. Many projects set forth specific abrasive requirements to be met prior to approval (prequalification testing). Industry standards such as SSPC-AB 1, SSPC-AB3, and MIL-A-22262B(SH) are frequently cited for evaluating abrasive media properties and performance characteristics. Standard tests are listed in each; the abrasive material must meet the minimum requirements for each test to be included on an approval products list. These standards include tests such as: specific gravity, hardness, water-soluble contaminants (conductivity), weight change on ignition, oil content, crystalline silica content, surface profile (yield), particle size distribution (sieve analysis), soluble and total metals content, friability, radioactivity, size, shape, and durability. Additional performance tests are non-mandatory unless invoked by the procurement documents. Health and safety regulations dictate that all abrasive materials be tested for toxic/hazardous materials that may adversely impact worker health and/or the environment.
Note that SSPC-AB2, Cleanliness of Recycled Ferrous Metallic Abrasive is a standard for “in-process” abrasive cleanliness and does not contain performance test requirements; therefore, it is not a “qualification-based” document.

Effect of Abrasive on Surface Characteristics
Coating performance is often predicated on the quality of the preparation of the underlying surface. And surface preparation is typically regarded as the most expensive step in the corrosion control process. Abrasive selection remains a key factor. Choosing an abrasive that cleans effectively, imparts a surface profile that is compatible with the thickness of the coating system, and cleans/roughens efficiently to minimize abrasive volume will not only achieve quality but improve profitability.
More specifically, a fine abrasive will yield more impacts per volume. The more particles in the stream, the more work is accomplished in the same amount of time. When roughening concrete or wood, a hard, expensive abrasive, or a coarse particle is unnecessary; crushed glass or agricultural abrasives are good choices for work on relatively soft surfaces. However, when preparing steel for a protective coating system, there are additional considerations. Many coatings adhere poorly to hard, flat surfaces, so the abrasive needs to generate a pattern of indentations that the coating can anchor to; a.k.a. anchor pattern or surface profile.
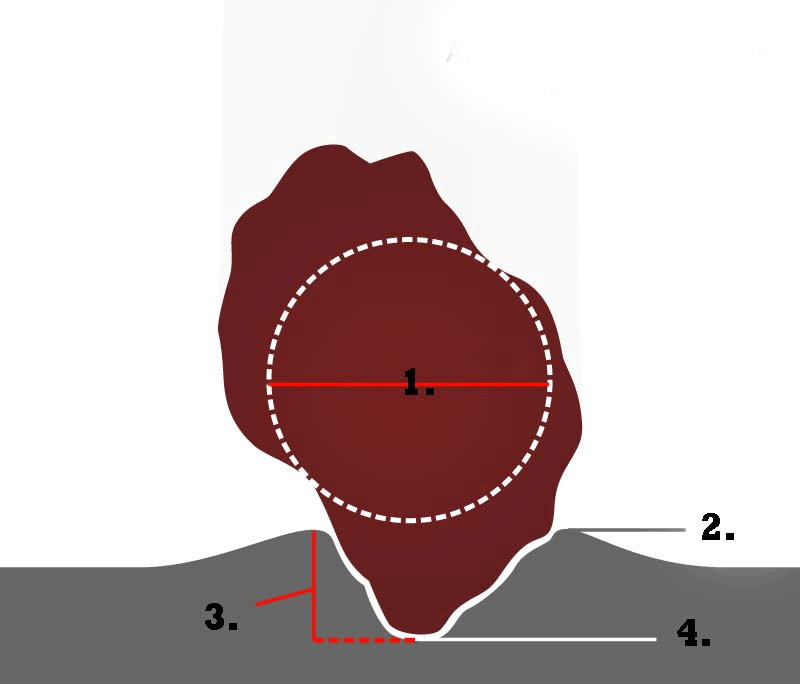
An 80-mesh garnet particle leaves up to 3.6 mil depth profile in steel.
- 177 microns = 7 mils
- Peak
- 76.2 microns = 3 mils
- Valley
When a sufficiently hard abrasive particle strikes steel, it deforms the surface into a valley and pushes up peaks. The distance between the top of the peak and the bottom of the valley is known as the surface profile depth. In the U.S., the profile is measured by mils – thousandths of an inch; for the metric system, the micron (one millionth of a meter) is used. For reference, 1 mil is equal to 25.4 microns.
For optimal adhesion, the applied coating should completely fill the valleys and cover the peaks. The deeper the profile, the more anchoring occurs. However, if the surface profile is too deep, the peaks can protrude beyond the surface of the coating, causing pinpoint rust. In some cases, the contractor may be required to go back over the area with a finer abrasive to reduce the surface to specified profile depth – a costly mistake. The surface profile range is typically established by the coating manufacturer depending on the total coating system thickness and service environment. This range often becomes part of the coating specification.
Abrasive Properties that Contribute to Surface Profile Depth
There are four properties of an abrasive that contribute to surface profile depth: size, shape, hardness, and density. Shape also contributes to peak density.
SIZE -The bigger the particle, the deeper indentation it will make, but blast cleaning with large particles will yield fewer impacts than an equal volume of smaller particles. Small particles clean faster, provide better coverage, and result in a more uniform profile; however, if the abrasive is too small the resulting surface profile will be too shallow. The most efficient approach is to use the smallest particle necessary to achieve the desired surface profile. Particle sizes are commonly classified by mesh sizes, often given as a range, for example: 30/60. This indicates that 95% of the mix will fall through a 30 mesh but not pass through the 60.
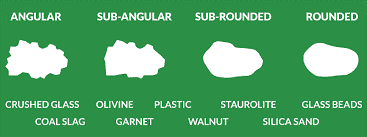
SHAPE – The shape of the abrasive effects how deeply it cuts into the coating and underlying substrate. Shapes are classified according to angularity. Angular particles cut through soft coatings and rust, cleaning faster, and producing sharper anchor patterns. Rounded particles produce a more even, peened surface, good for breaking away hard, brittle coatings and mill scale. Sub-rounded and rounded particles generate comparatively fewer peaks than the angular and sub-angular abrasives. Peak density is an important consideration for thermal spray coatings (metalizing) but less significant for liquid-applied coatings.
HARDNESS – Hardness determines whether an abrasive particle can etch or provide an anchor pattern on a particular-type of substrate. Surface profile is not only based on the hardness of the abrasive but also the hardness of the substrate (i.e., think aluminum versus steel). The hardness of an abrasive is frequently communicated according to the Mohs’ hardness scale. The scale ranges from 1 to 10, with 1 being the softest (talc) and 10 being the hardest (diamond). Most abrasives that effectively produce an anchor pattern in mild carbon steel have a Mohs’ hardness of at least 6.0.
DENSITY – The density or specific gravity of an abrasive affects the cleaning rate and anchor profile produced into the substrate. Density is measured in pounds per cubic foot. Specific gravity is measured by the density of the particle-relative to the density of water. An abrasive with a high specific gravity is heavier. When propelled at the same pressure, a heavier abrasive achieves a deeper anchor pattern than that from a lighter one. Abrasives with a high specific gravity tend to be less dusty. Those with a low specific gravity impact the substrate with less force and are used for light cleaning, polishing, and deburring.
Other Considerations
Other considerations that can affect productivity include cleaning rate (square feet/minute), consumption rate (pounds/square foot) and dust generation.
Conclusion
A key factor in determining the long-term performance of a protective coating system is the quality of surface preparation. The two-fold purpose of surface preparation (when abrasive blast cleaning is specified) is to both clean and roughen the surface. The abrasive selected must be able to accomplish both simultaneously, yet these surface characteristics are mutually exclusive. Selecting the correct abrasive is paramount to achieving both. Conducting performance testing of an abrasive to ascertain its inherent cleaning and roughening characteristics can benefit the facility owner, abrasive manufacturer, and contractor.