
Background of Design Specifications – Five stations of a commuter rail transportation system were exhibiting corrosion and coating adhesion problems. The train stations were constructed approximately six years prior to observed coating failure. The steel surfaces (column covers, wall and ceiling cladding, soffit, security screens and structural support systems) were to receive a porcelain enamel protective coating system.
The project specification described the coating requirements for the panels, as well as identified the required finish on the metal face and backing sheets to be porcelain enamel primer and finish coats of not less than 0.83 mm (32.7 mils). The coatings were to be “applied after forming the panels, including drilling, cutting holes, and welding attachments…” Promptly after the coatings were applied and cured they were to be protected until installation with a strippable film or adhesive cover. The porcelain enamel coating requirements are summarized below.
Comply with Porcelain Enamel Institute (PEI) standards and recommendations, including sheet preparation. Apply prime coat to both faces of sheet and apply finish on exposed face. Fire both coatings at approximately 816°C for Type A acid resistance; apply at least one (1) additional separately fired coating to the face side of the units. Protect the back side of panels with additional separately fired porcelain enamel coating.
Coating thickness – Minimum 0.064 mm (3.9 mils) cover coat. Total thickness: 0.100 mm to 0.500 mm. Do not exceed 0.500 mm (19.7 mils) total thickness.
The project specifications required hot rolled steel components of the support system to be hot-dip galvanized with zinc, ASTM A123, 0.38 kg/m2 (1.245 oz/ft2).
The design specification cited Porcelain Enamel Institute (PEI) standards that correlate to a coating service life of 20 – 30 years with minimal maintenance limited to routine cleaning.
SITE OBSERVATIONS
The overall impression was that most corrosion on the wall panels was occurring around penetrations where the coating system was thinly applied and the primer often visible. In addition, some of the onsite assembly work was not skillfully executed, especially as it relates to the stainless steel items. This resulted in scratched stainless steel surfaces and rust emanating from stainless steel.
Steel Columns
Steel columns (Figure 1) exhibited extensive corrosion and metal loss at the base. Corrosion originated from inside the columns, apparently caused by rainwater entering through openings in the top of the columns and collecting in base.
 Figure 1 Solid Wall Panels
Figure 1 Solid Wall Panels
Solid steel wall panels exhibited peeling coating. The finish coat had cracked and peeled from the primer (Figure 2). The primer was split; a layer of primer remained on the panels and another layer of primer was attached to the underside of the peeled finish coat. The exposed primer on some panels had an aqua hue, while other panels had an exposed gray primer. At a minimum the finish coat was applied on site as indicated by visible overspray on surfaces around the periphery of installed solid panels.

Figure 2
The aqua primed panels had a total coating thickness of 5.5 to 6.5 mils with approximately 3.5 mils
of primer remaining where the finish coat had peeled. The adhesion problems were restricted to the grouping of solid wall panels.
Similar adhesion problems were not observed on other types of wall panels or at other stations. Visible signs of compromised coating adhesion in the form of irregular shaped patches of lighter coloration were observed on the exterior sides of solid panels, (Figure 3).
The color of the finish coat on the solid panels was slightly different than nearby grated/screen panels. Furthermore, evidence of overspray around the periphery of the grouping of solid panels indicated
that the solid panels received the finish coat after installation.

Porcelain Enameled Panels
Steel panels formed with open grate-like screening that permitted air and light to enter the building were installed on the walls. Many of these panels exhibited corrosion and rust bleed in the grate-like screen configuration. Close examination of corrosion sites using microscopy revealed the light colored finish coat was applied so thin along the edges that the gray primer was visible. In addition, rust emanated from stress cracks in the coating system. Figure 4 is a magnified view of the rusted grating/screen that is shown in Figure 5. Total coating thickness within the grating/screen on some panels generally ranged from 4.5 to 5.5 mils. Coating thickness on the same panels, but away from the open grating/screen, was generally thicker and ranged from 5 to 7 mils. However, a panel that exhibited no rusting had an overall thicker coating, which measured from 6 to 8 mils in the grating/screen area. Rusting was generally worse on wall panels exposed to the prevailing trade winds from the east.

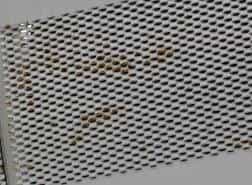
Corrosion was also found on perforated wall panels in the train stations. These other wall panels, even when they contained differently shaped architectural grating or holes and were different in color, exhibited the same problem. Corrosion had occurred where the coating was thinly applied around the periphery of individual architectural holes or grating configurations. Dark gray primer and corrosion was visible around ¾ inch diameter holes in yellow wall panels, (Figure 6). The total coating thickness was 7.5 to 10.5 mils in areas away from the exposed primer. The problem also existed on other differently shaped yellow wall panels.

Structural Steel Support for Porcelain Enameled Panels
Undercutting corrosion was observed in areas where total coating thickness was consistently less than 4 mils. Severe undercutting as shown in Figure 7 indicated the absence of a zinc-rich primer. The underside of the peeled coating chips had no visible gray colored primer, which provided further evidence that no zinc-rich primer was present.


The gray tubular steel frame that supported the wall panels was generally in good condition. However, the gray frames around windows exhibit extensive breakthrough and under-cutting corrosion, (Figure 8). The window frames had a total coating thickness of 1 mil or less, whereas the tubular frame that was in good condition had 7 to 14 mils of coating. Similar window frames at other train stations exhibited no corrosion and had 8 to 9 mils of coating.
There was active corrosion on an overhead pipe support for lighting fixtures. An uneven application of a metallic pigmented coating was too thin in some places, which caused breakthrough rusting, (Figure 9).
Stainless Steel

The stainless steel exhibited an overall poor appearance.
Many surfaces contained scratches and abrasions that detracted from the appearance.

Lack of careful handling during installation caused surface scratches on the stainless steel and in some instances resulted in impact with items made from carbon steel. In addition, some stainless steel components were polished with pads made from carbon steel. Polishing with these pads and/or impact with carbon steel items caused rusting on various stainless steel surfaces. This type of rusting is visible on the mitered joints of the stainless steel framework that surrounded each colorful glass architectural panel on the exterior of the train station wall, (Figure 7). Carbon steel embedment in the panel frames was probably
the result of an ill-fated attempt to polish the field welded mitered connections using regular steel wool instead of stainless steel wool.
Steel Footings for Porcelain Panel Support Structure

The steel footings on which the wall panel structures are mounted were not sufficiently coated. Consequently, extensive rust bleeding was observed as seen in Figure 11.
LABORATORY INVESTIGATION
The laboratory investigation consisted of visual and microscopic examination and Fourier transform infrared spectroscopy. The visual and microscopic examination was used to correlate observations to coating thickness by measuring prepared cross-sections of samples. Infrared spectroscopy was used to determine the chemical consistency of the coating as well as a tool for confirming that the type of coating specified had been applied and present on the sample.
Steel Columns – Corrosion
Corrosion and resultant metal loss at the base of steel columns originated on the inside of the columns. See Sample KTA-2, Figures 12, 13 and 14. Whether through faulty design or faulty installation, rain water collected inside the columns creating an aggressive corrosive environment. The dry film thickness measurements ranged from 7.8 – 12.8 mils. Infrared spectroscopic analysis revealed that there was nothing chemically inconsistent with the ceramic coating system.



Solid Wall Panels – Coating Adhesion
The solid panels at the train station were reported to be substitutes for glass wall panels. The coating system on the solid panels is not a porcelain enamel. Instead, the coating system consisted of a zincrich primer and white pigmented organic alkyd finish coat. Note that the coating system may have inherent design flaws since an alkyd coating is susceptible to alkaline hydrolysis (saponification) in the presence of alkalinity and moisture. The zinc primer would provide a source for alkalinity The environment is the source of moisture. Although saponification was likely with this system, the coating system was not performing and not specified and therefore total removal was warranted. As a result, determination of saponification occurrence was not done. The coating problems occurring on these panels was unrelated to problems occurring with porcelain enameled wall panels containing the grating/screen, holes or louvers. The coating adhesion problems on solid wall panels consisted of peeling with separation occurring within the primer layer. A layer of the zinc rich primer was attached to the underside of the peeled chips of finish coat(the plane of failure was cohesion within the primer layer). The alkyd finish coat measured 3.5 – 5.5 mils thick.
Porcelain Enameled Panels – Corrosion Problems
The shop applied porcelain ceramic enamel coating system was applied too thin along the edges of architectural penetration features in the wall panels. The lack of a uniform finish coat thickness was visually evident because the gray primer was exposed, (Figures 4 and 5).
Figure 15 shows a microscopic cross-sectional view of a louver removed from the sample piece shown in Figure 16. The dark primer was thinner at the edges, but covered the corner edges; the lighter colored finish coat did not consistently cover the corner edges. Corrosion occurred in the areas where the protection was minimized. The thickness of the dark primer averaged less than 2.0 mils at the edges and 2.5 – 4.0 mils overall; the lighter colored finish coat was discontinuous and measured less than 1.0 mil at the edges when present. Overall, the light colored finish coat averaged 2.5 – 4.0 mils thick.

Figure 15
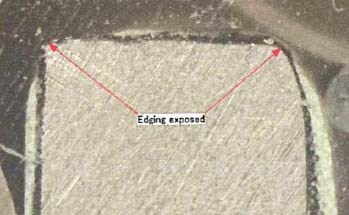
Figure 16
Structural Steel Support Structure for Porcelain Enameled Panels – Corrosion
Rusting on the light blue colored frame work (Figure 7) that supports the panels was a direct result of insufficient coating thickness. Furthermore, the contract requirements for the protective coating system were not met. The project specifications required that these members receive a galvanized coating. There was no evidence of galvanizing beneath the light blue coating. The thickness of the light blue coating system on the structural steel frame wall ranged from 2.5 to 8 mils.
Stainless Steel – Corrosion
The stainless steel exhibited reddish-brown corrosion products normally associated with carbon steel, (Figures 17 and 18). The corrosion observed at these sites was characteristic of abrasion with carbon steel, which resulted in ferrous iron particles becoming embedded in the grain structure of the stainless steel.

Figure 17

Figure 18
Austenitic stainless steel does not produce red corrosion deposits in urban environments unless the grain structure of the stainless steel has been altered by forcible contact with carbon steel. Embedded particles of carbon steel function as anodes and quickly corrode producing visible corrosion and staining. Another example of altered grain structure is visible red iron products emanating from a deep gouge in the stainless steel substrate, caused by impact by a section of carbon steel.
SUMMARY OF COATING FAILURE ISSUES
Coating-related problems are differentiated by the type of substrate: steel columns, structural steel frame supports, window frames, solid steel wall panels and wall panels with a porcelain enameled coating that incorporate grating/screen or architectural holes.
- The coating failure that has caused the most visible widespread corrosion was occurring on porcelain enameled wall panels with grating/screen. Similar corrosion problems were found at other stations on porcelain enameled wall panels with varying architectural shapes.
- The primary cause of corrosion on the porcelain enameled grating/screen wall panels was insufficient coating thickness, especially on edges. Handling damage during loading, shipping, unloading and/or erection contributed to corrosion, but to a lesser extent.
- The coating peeling from the solid wall panels was not the specified coating system. The coating system consisted of a zinc-rich primer and an organic finish coat as opposed to a porcelain ceramic enamel system.
- Corrosion and metal loss on the base of some columns was caused by poor design or improper installation procedures, which permitted rainwater to enter through the top and collect in the base of the hollow columns.
- Corrision products were evident on several stainless surfaces. This corrosion was caused by mechanical contact with carbon steel, which embedded iron into the stainless steel and altered the grain structure.
RECOMMENDATIONS
The coating-related recommendations below were also categorized by the type of substrate.
Steel Columns
The water ingress into the columns had to be eliminated before coating repairs could be made to the steel columns. Once alterations to the columns were made to ensure the interiors remained dry, then structural repairs to the columns could be made. If there was any opportunity for water to continue to enter the column interior, it was recommended that drain holes should be installed and an immersion grade epoxy applied to the interior surfaces, near the base to protect the substrate from prolonged exposure to water.
Solid Wall Panels
Adhesion problems on the solid panels appeared to be systemic; therefore, complete removal and replacement of the coating was recommended. Specifically, it was recommended that all existing coatings be removed by abrasive blast cleaning to achieve a “Near-white” (SSPC-SP 10) degree of cleanliness. A three (3) coat system consisting of an epoxy zinc-rich primer, epoxy intermediate and urethane or polysiloxane finish was recommended. The surface preparation and coating work could be performed off-site. Alternately, replacement panels with the specified ceramic enamel coating system could have been obtained and installed.
Porcelain Enameled Panels
The baked porcelain enamel coating applied to wall panels and columns was designed to provide excellent corrosion protection because the firing process fuses the inorganic constituents that makeup the coating into a barrier film that is nearly impervious to moisture. The cured film is resistant to acids, alkalis and organic solvents largely because the molecular backbone is silica based and not carbon based. In fact, this coating is so resistant to organic solvents that published Care and Cleaning Instructions provided by the supplier recommended using acetone, methyl ethyl ketone, toluene, or paint remover to aid in the removal of stubborn stains. Because the porcelain enamel finish is resistant to virtually all organic solvents used in the formulation of epoxies, urethanes and other organic coatings, these coatings are not able to penetrate the inorganic enamel and can only lay on the surface. In terms of adhesion, the best that is hoped for with an organic coating is secondary hydrogen bonding, which is the bond formed when two (2) pieces of clean glass are placed together.
Accordingly, repairs to the ceramic enamel panels was not recommended until trials were conducted to determine the most appropriate method of surface preparation and coating application. If an overcoating strategy was considered, compatibility between the overcoat and the existing ceramic enamel finish coat needed to be determined by conducting trial overcoat applications and evaluations of those areas after the overcoat material had sufficiently cured. A polysilazane coating was recommended for overcoating. This coating has a silica backbone similar to the ceramic coating and the ability to achieve good adhesion by forming covalent bonds with the existing porcelain ceramic enamel finish. It was recommended that panels be coated with trial applications to help ensure the desired results will be achieved.
The application of organic coatings, such as epoxies, to the ceramic enamel finish was not recommended. Complete overcoating of the wall panels with organic coatings (epoxies, urethanes, etc.) was also not recommended, since they would not have been compatible with the existing enamel and sufficient adhesion could not be guaranteed. Examples of poor coating adhesion to the ceramic enamel were found on columns (Figure 19).

Figure 19
Steel Framework Support for Porcelain Enameled Panels
Repairs to the light blue steel framework to correct undercutting corrosion problems could have been accomplished by power tool cleaning to remove all visible corrosion and loose coating followed by the application of two (2) coats of surface tolerant epoxy. A finish coat matching the color of the existing finish coat was recommended to be applied over the repaired areas.
Stainless Steel
Repairs to stainless steel for the purpose of removing red rust and preventing future rusting at these sites could have been accomplished by milling the surface to remove as much of the embedded carbon steel and affected grain structure of the stainless steel. After milling the surface, the application of a clear sealer was recommended. The sealer will provide a barrier to moisture and reduce the possibility of subsequent rusting at the repaired sites. Scratches could also be removed and sealed using this process. While it may not be necessary to repair all of the scratches, the overall appearance of the train station could be significantly improved if repairs were made to the stainless steel surfaces in the most visible and heavily traveled areas
About the Author:

Cindy O’Malley is the Laboratory Services Manager for KTA where she has been employed for 15 years. In this position, she directs all efforts to provide paint, corrosion and material testing services including coatings research, paint failure investigations and compositional analysis. Under Cindy’s supervision, scientists, chemists and research & development specialists provide clients with independent analyses of coatings problems and advance the industry’s understanding of the performance characteristics of protective coatings and abrasive media.
Also contributed: Richard A. Burgess, Series Editor
Like this Article? You might also enjoy…
https://ktauniversity.com/case-study-roof-coatings-flunk/
https://ktauniversity.com/sspc-commercial-coatings-progress-update/
https://ktauniversity.com/industry-standards-are-you-current/